






På fotot med den nyinköpta planslipmaskinen från DELTA i bakgrunden ser vi Joakim Johansson, Jan-Anders Johansson, Tommy Simonsson och Jörgen Wetterholt.
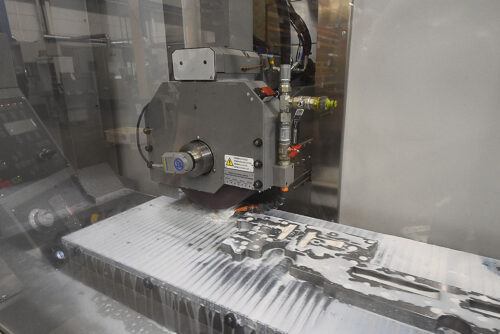
Notera styrsystemet på bilden CN plus pekskärm säkerställer högre automatisering.
Specifikt, utöver det som beskrivs för DIASTEP-enheten, tillåter den fler arbetsstycken att lagras i minnet.
Man är vad man heter, Simonssons Verktygsteknik AB och är en stolt och pålitlig partner för verktygstillverkning med erfarna verktygsmakare som sätter kundens behov i centrum och tar ansvar för hela processen. Man är idag 15 anställda och har en produktionsyta på 2 000 kvm i en relativt nybyggd fabrik. Sedan starten år 1996 har man tillverkat press- och följdverktyg för artiklar till fordon och övrig industri. Med många års erfarenhet tillsammans med ny teknik och gedigen kunskap tar vi man projekt säkert i hamn.
Tittar vi i backspegeln så startade Tommy Simonsson allt från egentligen noll när vi pratar maskiner och verkstadslokal. Ett stort nätverk efter ett tiotal år som verktygsmakare och konstruktör skulle bilda grunden till det nystartade företaget SIVAB för 30 år sedan.
– Det blev att hitta maskiner och produktionsutrustning för en moderat summa att investera. Det innebar att det blev en inköpsresa till Hässleholm och Erlandson & Hjort, vilket resulterade i två långtradare som blev starten för SIVAB 1996, berättar Tommy Simonsson.
– Vi arbetar alltid med noggrant utvalda produkter, material och metoder som är anpassade efter projektets krav och utmaningar, för att säkerställa en trygg och problemfri process hela vägen i mål, säger vd Tommy Simonsson när vi efter en rundtur i den fina fabriken sätter oss i lunchrummet för den obligatoriska ”fikapausen”.
– Vår produktion erbjuder kompletta lösningar inom verktygstillverkning och utgår alltid från kundens unika behov och produktionsförutsättningar, där vi kombinerar standardkomponenter med specialanpassade lösningar. Vår moderna och allsidiga verkstad är utrustad med maskiner som gör det möjligt för oss att erbjuda tjänster inom CNC-fräsning, trådgnistning, pressning, planslipning, kontrollmätning och montering. Detta innebär att vi kan hantera hela kedjan från konstruktion och prototypframtagning till färdigt verktyg, samt säkerställa att varje steg av processen utförs med rätt precision och kvalitet.
Vår arbetsmetod kallar vi för ”The Sivab Way”
– Vår högsta internstandard, materialval och arbetssätt ingår alltid när du anlitar SIVAB. Vårt mantra ’The Sivab Way’ är en arbetsmetod som börjar med en tydligt specificerad offert som baseras på genomförda datorsimuleringar. Med den följer också vår samlade erfarenhet och vårt sätt att tänka och lösa komplexa uppgifter.
– Det är både tryggt och bekvämt att låta oss ta ett övergripande ansvar i projekten. Vi vet att våra kunder hellre söker en partner än en leverantör. Vårt ödmjuka arbetssätt lotsar tryggt projektet vidare från ritbordet in i produktionen. Vi gör det vi lovar och har alltid kundens bästa i fokus, säger Tommy Simonsson som sticker ut hakan och berättar om företagets vision att dubbla omsättningen vart 5 år.
Tommy pratar i nästa stund om det viktiga samarbetet mellan kollegor och leverantörer. Och jag håller med.
– Vi har det på flera plan flera svenska industrisamarbeten som är ovanligt om man tittar i övriga världen generellt. Men vi måste som det lilla landet Sverige är, öka samarbetet och inspirera varandra till att bli bättre i våra processer. Jag ser det som ytterst viktigt och vad jag förstår så gick en av Sveriges största företagsledare nyligen ut och proklamerade större samarbete och att vi behöver öka våra arbetsinsatser och inte tro att vi är bättre än bäst för det är vi inte.
– Vi har sedan en tid ett kluster av uppskattade samarbetspartners nära oss och det betyder att vi inte är sårbara om något oförutsett skulle inträffa. En partner jag gärna lyfter fram är Forserums Verktyg som ligger någon km bort. Företagsnamnet är inaktuellt, då man idag är stora och duktiga på tunnplåtsbearbetning med inriktning på legotillverkning inom stansning, bockning och laserskärning m.m. säger Tommy Simonsson
Planslipning som metod.
Med ett stort fokus på planslipmaskiner från italienska DELTA och ett efterlängtat möte (igen) med Jan-Anders Johansson åkte vi Forserum utanför Jönköping för att hälsa på hos SIVAB, ett familjeföretag och verktygsmakeri som startades av Tommy Simonsson.
Föreställ att utan direkt ansträngning kunna uppnå en finish som är så perfekt att den lyfter kvaliteten på tillverkning av verktygskomponenter. CNC-slipning kan som maskinteknik ge detta löfte med precision och effektivitet.

Maskinteknik är avgörande för precisionsbearbetning på grund av dess förmåga att uppnå snäva toleranser och ytfinhet. Processen kan vara helt avgörande för verktygsmakeriets tillverkning av högprecisionskomponenter CNC-slipning säkerställer att delarna uppfyller exakta specifikationer, vilket är avgörande för dessa komponenters funktionalitet och säkerhet.
När en slipmaskin är programmerad utför den samma cykel upprepade gånger med hög noggrannhet. Denna repeterbarhet är avgörande för de krav på kvalitet som måste uppnås och säkerställer att varje del som produceras uppfyller samma höga standard.
Modern planslipning är en avancerad bearbetningsmetod som används för att skapa plana ytor med mycket hög noggrannhet och fin ytfinish. Processen är särskilt viktig inom industrisektorer där toleranser på några få mikrometer kan vara avgörande för produktens funktion, livslängd och kvalitet.
Metoden lämpar sig väl för härdat stål, verktygsstål, rostfritt stål, hårdmetall och andra material som kan vara svåra att bearbeta med konventionella skärande metoder.
Typiska detaljer som planslipas hos SIVAB är verktygsplattor, maskindelar och olika typer av precisionskomponenter. Valet av slipskiva och bearbetningsparametrar anpassas efter materialets hårdhet, struktur och önskat slutresultat.
För många tillverkare utgör planslipningen det sista bearbetningssteget innan komponenten går vidare till montering eller leverans.
Maskinleverantören STAR SERVUS
Bakom agenturverksamheten finns Lennart Nilsson med lång, mycket lång erfarenhet som leverantör av avancerade verktygsmaskiner under många, många år. Till sin hjälp har han det självklara valet i Jan-Anders Johansson som numera är konsult och driver sitt eget företag Spark Out EDM AB.
NC-planslipning med precision för krävande komponenter, vi ber Jan Anders Johansson verktygsmakare i grunden och med 40 års erfarenhet i verkstadsbranschen om input och tekniska fakta kring den senaste maskininvesteringen i en planslipmaskin från den italienska maskintillverkaren DELTA s.r.l.
– DELTA har designat, tillverkat och sålt toppmoderna planslipmaskiner världen över sedan 1955. Man är specialiserat på design och konstruktion av högteknologiska verktygsmaskiner. Tack vare sin egen mjukvaruutveckling utrustar DELTA sina slipmaskiner med styrsystem som är designade och utvecklade för att säkerställa maximal anpassning och support.
– Ständigt fokus på teknologisk innovation och högkvalitativ för- och efterförsäljningsservice gör att maskinbyggaren DELTA kan erbjuda ett avancerat utbud av maskiner som kan tillfredsställa de mest krävande kunderna.
Många utmärkelser och betydande referenser inom olika industrisektorer vittnar om kvaliteten hos varumärket DELTA.

– Viktig teknik handlar om att alla maskinaxlar har hydrostatiska gejdrar i alla axlar. Bordet vilar på fundamentet över hela längdrörelsen.
Hydrostatiska gejdrar innebär att alla axlar glider på en oljefilm vilket ger noll slitage (geometri garanterad under lång tid), ingen stick-slip och extremt mjuka rörelser. Även slipspindeln är lagrad i olja, sk. Mackensen spindel, vilket eliminerar alla vibrationer. Livslängden på denna typ av spindel är väldigt lång, berättar Jan-Anders.
Mer tekniska fakta kring DELTA Maxi 2000/750, berättar maskinsäljaren Jan-Anders;
– NC-styrningen hanterar alla maskinfunktioner, visar axlarna och låter dig ställa in en automatisk slipcykel via den guidade menyn, vilket underlättar operatörens uppgift.
Dess kontrollflexibilitet gör att du kan ändra de inmatade parametrarna utan att avbryta cykeln. Beroende på de olika bearbetningstyperna (kontinuerlig, puls, spårslipning) består cykeln av följande steg: grovslipning, finishslipning, urgnistning, automatisk nedmatning, rivning av slipskivan med kompensation sam konstant pereferihastighet.
Den noggranna självdiagnosen möjliggör kontroll av avvikelser och visning via larmmeddelanden, vilket möjliggör obevakade bearbetningsoperationer.
Maskindata – DELTA Maxi 2000/650. Max slipbar yta: 2000 x 775 mm. Storlek på bord: 2000 x 600 mm. Storlek på slipskiva: 400 x 76 alt. 400 x 100 mm.
– Kan också nämnas att maskinen är utrustad med automatisk slipskiva balansering. Och en stor fördel är att maskinen är helt inkapslad vilket är ett plus för miljön och operatören, säger Jan-Anders.
Bakgrund;
DELTA grundades av Oreste Marchesi och Pietro Ceri och etablerades i italienska Pavia 1955 som en precisionsmetallverkstad, en verksamhet som snart övergavs för att ge plats åt produktion av planslipmaskiner.
I slutet av 1960-talet designades och byggdes de planslipmaskinerna som kännetecknades av användningen av den hydrodynamiska spindeln, ’Mackensen’ och hydrostatiska gejdrar.
Under första halvan av 1980-talet utökades Deltas sortiment av planslipmaskiner med nya modeller med hög produktionskapacitet: Maxi-familjen med rörlig kolumn.
Idag erbjuder DELTA det bredaste utbudet av planslipmaskiner med rörlig kolumn med Maxi- och Mini-serierna som för närvarande tillverkas i 13 modeller med slipbara ytor från 800×550 mm till 3 000 x 1100 mm samt de 3 Rotax-modellerna med slipbara diametrar från 500 mm upp till 1 200 mm.
SIVAB och senaste maskininvesteringen.
Varför blev det en DELTA till, för vad jag förstår så har ni också några äldre planslipar från den italienska maskinbyggaren, frågar vi Tommy Simonsson.
– Som jag förklarat i artikeln, så är planslipning en mycket viktig bearbetningsform i våra processer. Vi behövde nu en större planslip för att bearbeta längre detaljer (upp till 2 meter) men också för att kunna sätta upp flera detaljer och samslipa i en uppspänning.
Utvecklingen inom CNC-teknik, automation och digital produktion fortsätter att förbättra planslipningsprocessen. Integrerade mätsystem, automatiska verktygsbyten och avancerad processtyrning bidrar till högre produktivitet och ännu bättre kvalitet. I takt med att industrin ställer allt högre krav på precision och effektivitet kommer CNC-planslipning att fortsätta vara en central metod för tillverkning av avancerade komponenter.