






Vi välkomnas av Tommy Jansson som är samordnaren och produktionstekniker på ämnestillverkning, mycket kunnig och med en lång och bred kompetens inom skärande bearbetning. Kuggteknik AB bedriver legotillverkning av olika kuggförsedda produkter framförallt i små moduler inom transmission, så här krävs specialistkunskaper för att bibehålla och utveckla tillverkningsprocesserna i flera led. Det var två år sedan vi senast var här och det betyder att man i sitt ständiga förbättringsarbete har en hel del nya skärande verktyg i sina produktionsprocesser, som vi skall titta lite närmare på och då speciellt svarvskär med en ny beläggning PCBN – kubisk bornitrid.
Alla behöver verktyg för att produktionen skall fungera på ett optimalt sätt. Hur tänker ni på Kuggteknik när det gäller verktygslösningar och hur är trenden på er verkstad.
– Du får aldrig sluta att förbättra och hitta nya sätt att bearbeta på. Vi försöker följa marknaden och hitta nya verktygslösningar Därför måste vi samarbeta med leverantörer som kan vår produktion och som är engagerade i våra tillverkningsprocesser, förstår vår vardag. Idag använder vi en hel del vändskär, borrar och fräsverktyg från Mitsubishi Materials, säger Tommy Jansson och vi kommer in på dagens agenda som i stort handlar om hårdsvarvning som om det fungerar bra kan ersätta slipning på ett effektivt och lönsamt sätt.
– Det gäller att hitta verktyg som fungerar i olika material och skärhastigheter för att slippa ha många olika sorter på lager. För fel input kan orsaka längre bearbetningstider och försämra stabiliteten, säger Tommy Jansson.
Skärande bearbetning är idag en föränderlig och komplex värld där många parametrar styr. Hur hanterar ni nya jobb där ofta både material och bearbetningssätt är nya och konsekvenserna ibland okända.
– Vi litar på våra verktygsleverantörer och har under åren minskat ner antalet för att koncentrera oss till några få som har specialistkunskaper för vår typ av tillverkning och som har förståelse för bearbetningsteknologier.
Med är Anders Kock som arbetar som försäljningschef men också med teknisk verktygsförsäljning på Colly Verkstadsteknik AB med huvudkontor i Stockholm. Företaget är generalagent i Sverige för Mitsubishi skärande verktyg.
Rätt verktyg till rätt applikation är avgörande.
– Fokuserar vi som nu på Kuggteknik här i Leksand, så har man ökat sina inköp av flera olika produkter från Colly Verkstadsteknik. Vi pratar då främst borr, fräsar och skär från vår leverantör Mitsubishi. Dessutom ligger ett stort arbete där vi tillsammans med kunden hittar lösningar genom tester och gemensamma analyser, säger Anders Kock.
Vad säger kunden;
– Med specialistkompetens inom tillverkning av kuggförsedda produkter så behöver vi den senaste utvecklingen inom skärande verktyg för att kunna optimera våra processer. Det är mitt jobb här och jag har en ständig dialog med mina medarbetare för att vi skall kunna hänga med och vara konkurrenskraftiga för våra kunder. De kräver bästa kvalitet, korta leveranstider och bra priser av oss och då måste vi vara ”på tårna” och utmana våra verktygsval och produktionssätt, säger Tommy Jansson.
– Vi behöver inte bara bra verktyg till vår tillverkning utan det är också mycket viktigt att man har en ständig dialog om vad som händer i branschen. Utvecklingen av skärande verktyg går i en rasande takt och här gäller det för verktygsleverantörerna att föra en dialog med oss om vilka verktyg och processer som vi behöver förbättra på både kort och lång sikt.
– Vi kan inte och hinner inte ta till oss alla nyheter som kommer från verktygstillverkarnas värld men här är Anders duktig på att sätta sig in i vår verksamhet och våra behov. Ge oss förslag på både små och större förändringar av verktygsval i rimlighetens tecken, säger Tommy.
Världens bästa skär finns inte…
MEN…
Produktionstekniker och maskinoperatörer möts av ett stort urval av olika svarvskär, med hänsyn till sorter och spånbrytare på marknaden. Inom den skärande bearbetningen som är dynamiskt utmanande och här sker en konstant utveckling….
Och med ett nytt högteknologiskt substrat och beläggning optimerar Mitsubishi Materials hårdsvarvning – som i många fall ersätter slipning, genom att man har utvecklat en nytt och innovativt PCBN-belagt vändskär för högeffektiv svarvning av härdat stål. Beläggningen har utvecklats för att skapa en produkt som ger ett utmärkt skydd mot verktygsslitage, ökad produktivitet och förbättrad användbarhet.
Det nya utbudet av skär har förbättrad prestanda och resulterar i en mängd fördelar tack vare ständig förbättring och gediget forskningsarbete, ett arbete som har skapat ett nytt sintrat substrat av både mikro- och mediumstora CBN-partiklar. Den nya bindningstekniken i substratet ger ett värmebeständigt skär som förhindrar plötsliga skärbrott.
Då skärkrafterna sprids i radiell riktning med denna bindningsteknik utmärker sig BC8200 vid bearbetning av extremt hårt stålmaterial.
Dessutom öppnar detta nya substrat för användning av ett bredare utbud av applikationer. Det ger också ett ökat urflisningsmotstånd och slits mindre.
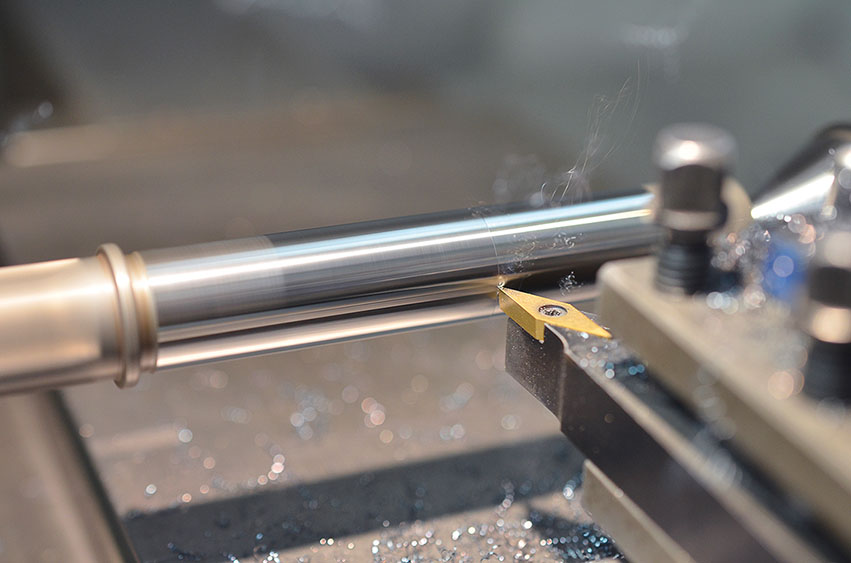
Den senaste tekniken har också applicerats på ett specialutvecklat flerskiktslager av PVD-beläggning som BC8220-skären använder. Det består av ett TiAIN-bottenlager som förbättrar vidhäftningen mellan baslagret och CBN-beläggningen vilket ger exceptionellt urflisningsmotstånd. Ovanför detta skikt finns ytterligare ett lager med enastående beständighet mot flagning och skydd mot verktygsslitage. Ytskiktet är guldfärgat för att göra det lätt att identifiera använda skäreggar. Med detta uppnår BC8220 hög prestanda och tillförlitlighet vid bearbetning av härdat stål.
– Med skärdjup upp till 0.8mm och med skärhastigheter upp till 250m/min klarar BC8220 att bearbeta de allra flesta applikationer med ett enda skär. Detta förenklar produktionsplaneringen och sänker lagerkostnaderna, förklarar Håkan Oldin, produktchef för Mitsubishi Materials hos Colly Verkstadsteknik.




Man kan inte nog betona hur viktigt det är att vara öppen i sinnet och hitta nya verktygslösningar. Många tror kanske att det behöver vara stora förbättringar, ja givetvis men de små kan också leda framåt i produktivitet.
– Det farligaste är att sitta nöjd och sluta leta efter nya verktygslösningar. För verktygstillverkarna utvecklar hela tiden nya verktyg, säger Tommy Jansson.
– Och med det nya skäret har vi ökat vår produktivitet med minst 25 % och i kombination med nya skärdata, så har vi fått ett mycket bra resultat och de svarvade ytorna är perfekta, säger Tommy.
Så som vi skriver i en av rubrikerna i artikeln så har världens bästa verktyg ännu inte utvecklats utan det gäller att ligga i frontlinjen och vara nyfiken. För de flesta verkstäder så gäller mantrat att spara bearbetningstid, producera mer och minska maskinoperatörens handhavande. Frigöra tid, låta skäret göra jobbet och avverka spån.
För svarvning i härdat stål

– Min filosofi är att man inte skall ”störa” en bearbetningsprocess om det inte ger större fördelar. Det kostar tid, pengar och arbete, initialt att köra in nya verktygslösningar utifrån ett tekniskt perspektiv. Med långsiktiga relationer så får man en förståelse för behoven i produktionen.
Mitsubishi Materials har utvecklat ett nyskapande PCBN-belagt vändskär, BC8210, som utökar det redan stora utbudet i produktkategorin. Skäret symboliserar Mitsubishis toppmoderna beläggningsteknik som ger utmärkt slitstyrka och förbättrar produktiviteten.
Det nya skäret är lämpligt för kontinuerlig till lätt intermittent bearbetning. BC8210 har ett enastående skydd mot urflisning och verktygsslitage, vilket leder till en stabil och säker bearbetning vid höga skärhastigheter.
En kombination av den nyutvecklade AlCrSiN-baserade beläggningen som absorberar skärkrafterna och TiAlSiN-beläggningen som har en imponerande slitstyrka, garanterar stabilitet under kontinuerlig till lätt intermittent bearbetning.
BC8210 klarar skärdjup upp till 0.35 mm och skärhastigheter upp till 300 m/min vilket innebär att ett enda skär täcker de flesta applikationerna. Det förenklar både CNC-programmen och produktionen samt sänker lagerkostnaderna.
Expertis och entusiasm
Vinnarskallar och tävlingsmänniskor hittar man inte bara i sportens värld utan även i miljöer ute i företagen. Likheterna är slående och det är därför inte svårt att blanda in ishockeyn när man gör reportage på en ort som Leksand. Som i sportens värld, så går det ibland upp och ibland går det ner precis som i konjunkturen och när det gäller verkstadsföretaget Kuggteknik, så ser det stabilt ut och framtiden är oviss men ljus.
Årets besök på Tegera Arena där vi förenade nytta och nöje med ishockeymatch i SHL och förstås många diskussioner kring skärande bearbetning, slutade med förlust mot HV 71 i förlängningen. Vi var ett gäng vinnarskallar som var på plats och hejade på Leksands stolthet men tyvärr blev det ett poängtapp. I nästa nummer skriver vi om vårt besök tillsammans med Anders Kock hos Pressmaster Tool i Älvdalen och då skall vi prata främst om omslipning av skärande verktyg i hållbarhetens tecken plus lite annat också, allt i Colly Slipservice regi.

Senaste generationens vändskärsborr med invändiga kylkanaler för bearbetning i stål, rostfritt och gjutjärn. Mycket hög stabilitet gör att borret förutom konventionell borrning kan användas vid operationer som sneda ingångar, korsande hål, hål-i-hål, invändig och utvändig svarvning.