






Lars-Åke Fredriksson startade Pretak 1983 i värmländska Kil. Det spred sig bland verkstadsföretagen att det var hög kvalitet på det som Lars-Åke tillverkade.
– Jag skaffade mig en svarv och så småningom också en fräs och så var verksamheten igång. Efter ett år flyttade verksamheten till en större lokal där det redan fanns maskiner för långhålsborrning som Lars-Åke fick överta. Dessa kom att spela en viktig roll i Pretaks fortsatta expansion. När kunderna började efterfråga svarvade och frästa detaljer så fick jag anställa mer personal för att hinna med.
Så småningom hoppade min son Henrik på tåget. Han utbildade sig till snickare men fick inget jobb och då frågade jag om han kunde tänka sig att jobba med mig.
– Idag har det gått nästan 25 år och han har fortfarande inte fått något snickerijobb, skrattar Lars-Åke, så nu är han en av våra nyckelpersoner på företaget och jobbar som produktionschef.
– Pretak är idag en toppmodern mekanisk verkstad med en högteknologisk maskinpark. Tack vare vår bredd kan vi åta oss komplicerade och sammansatta arbeten som kräver bearbetning i flera led. Det handlar om fåstycks tillverkning och branscher där kunderna återfinns är bland annat inom energi, papper och massa, marint, medicin, off-shore, cylindertillverkare och motorsport.
– När jag startade Pretak 1983 var de flesta av våra kunder små och medelstora företag. Med åren har uppdragen, liksom uppdragsgivarna, vuxit i storlek och inkörsporten har ofta varit långhålsborrning. Flera av våra kunder är stora och internationellt verksamma företag. Idag är Pretak en mekanisk verkstad med en toppmodern, högteknologisk maskinpark och välutbildade, erfarna medarbetare som gör ett fantastiskt jobb.
– Vårt mål är att vara en partner för kunder med särskilt höga krav. Inriktningen är främst fräsning, svarvning och långhålsborrning. Ett gediget kvalitetstänkande har varit viktigt sedan starten, liksom den personliga kontakten. Vi värnar lika mycket om alla kunder, liten som stor. Kanske är det därför de flesta av dem återkommer. Det är vi stolta över, utan dem hade vi inte varit där vi är idag, säger Lars-Åke.
Vi hälsar på hos verkstadsföretaget Pretak i Kil, orten med 12 000 innevånare och här ute på den värmländska landsbygden händer det stora och unika händelser när det gäller investeringar i maskiner.

– Alla känner nog inte till oss här i Kil men många vet nog vad vi håller på med. Bland annat genom öppet hus som Kommunen arrangerar tillsammans med Kils företagen. Detta är en chans för oss att visa upp oss för allmänheten. Många tror fortfarande att industrin är stampat jordgolv och ”en smutsig gubbe som springer runt”, skrattar Lars-Åke. Men hos oss får de se vilken utveckling som skett.
Henrik Fredriksson är produktionschef och delägare i Pretak som är unikt på många sätt och vis. Vi skall i detta reportage få en inblick i hur man med ständiga tekniklyft, investeringar och nyfikenhet utvecklar produktionen på ett imponerande vis. Genom att fortlöpande investera i nya maskiner befinner man sig i det främre ledet för en underleverantör inom fåstycks tillverkning av komponenter.
Vi börjar med en rundvandring i verkstaden och Henrik säger direkt.
– Helst skulle jag vilja stå här och jobba i produktionen för idag har vi så många häftiga och moderna maskiner, så att man blir faktiskt lite avundsjuk på ”pöjkera”. Men jag och Tobias Karlsson jobbar med produktionsplanering och ser till att allt fungerar ute i verkstaden. Vi hjälps åt med allt kring produktionsprocessen.

300 TC en av flera nyckelmaskiner på verkstaden hos Pretak.
Första maskinen vi kommer fram till är en SMT Swedturn med operatören Erik Larsson.
– Här har vi svarvlängd c:a 4 meter, jag behövde längre egentligen men det fanns inte. Det här är den första modellen från SMT med y-axel. Här kör vi allt möjligt, ex höga volymer av axlar till papper och massa.
Vi kommer fram till nästa maskin och det är en DMG MORI CTX Gamma 3000 TC, multifunktions svarv.
– Här arbetar operatören Lars Trell.
Maskinen är inköpt för ”Heavy-Duty” bearbetning då vi bearbetar många axlar i material som exempelvis Super Duplex. Maskinen är utrustad med två hydrauliska stöddockor upp till 460 mm och en från 30 mm upp till 215 mm som vi växlar med nollpunktsystem, vilket gör att vi snabbt hittar rätt, berättar Henrik.
CTX Gamma 3000 TC är den första maskinen i verkstaden från det som idag heter DMG MORI. Den tysk/japanska maskintillverkaren har levererat ett antal maskiner till Pretak genom åren.
– Jag gillar fabrikatet, de har ett brett maskinprogram och utvecklar nya maskiner helt i stil med vad vi behöver, säger Henrik. Jag och Göran Bowles vet var vi har varandra så ofta blir det inga diskussioner när vi skall investera.

– Här ser vi en hörnfräs med 8 skär, skärdiameter 100 mm med Tiger-Tec SILVER för körning i rostfritt material.
Innan vi kommer till Pretaks senaste investering från DMG MORI tittar vi lite på den övrig maskinparken och då handlar det mest om maskiner för långhålsborrning, här är man nämligen en av få specialister på långhålsborrning i Sverige.
Vi springer på Patrik ”Nisse” Nilsson, med 25 års anställning på Pretak, det är Patrik som är specialist och ansvarar för långhålsborrningen. Processen kräver långa tider med övervakning och här produceras mycket spån, stora mängder som man återvinner på ett rationellt sätt med stora containers ute på bakgården. Patrik håller koll på spånbrytningen så det inte blir spånstopp. Det hålls även generell koll på spånbingen för spånornas utseende visar om man behöver förändra varvtal och matning och det är speciellt viktigt för att få till en optimal långhålsborrning. Maskinen är en Tacchi FT med en borrlängd upp till 6 meter.
Sista maskinen att presentera innan vi tittar på den nya maskinen är en lite udda och samtidigt unik maskin, en sådan som jag med besök på närmare 600 verkstäder inte har stött på tidigare.
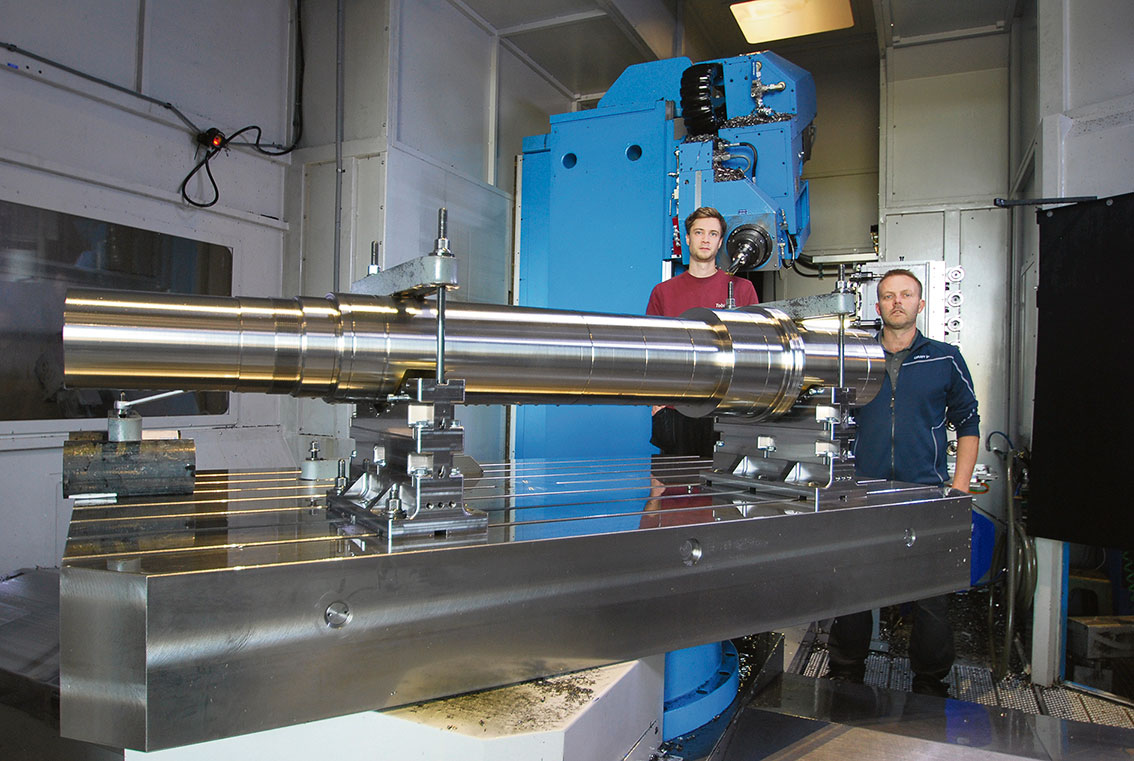
– Maskinen är lite unik faktiskt och den är en av våra nyckelmaskiner. Maskinen har fräsverk i kombination med borrning av långa hål i fleroperation, säger Henrik och det handlar om Ixion/Auerbach AX 3,5 TLF. Här bearbetar vi stora komponenter (se foto sid 18) och vi kan ställa 12 ton på bordet. 4-axlig fräsning simultant. Vi kan långhålsborra från 3 – 42 mm i dimension. Borrdjup i ett slag är 1 700 mm, vi kan vinkla hela frässpindeln 25 grader neråt och 15 grader uppåt. I verktygsmagasinet har vi 36 verktyg för fräsning och borrning.
Unik maskin för norra Europa hamnade i hos Pretak i Kil
”Nu kan vi fräsa 5-axligt, svarva och slipa stora detaljer i en smäll”
Vi sätter oss ner i konferensrummet med kaffe och wienerbröd för en pratstund. Jag är nyfiken på varför det fungerar så bra på Pretak och frågorna finns där och snart får vi svaren.
– Gör vi rätt, ja det har väl historien visat. Och det är en känsla som bara finns där om vad skall vi satsa på, hur vi skall jobba och vad skall vi tillverka, ja det sitter väl
i ryggmärgen helt enkelt. Det har alltid varit bra sammanhållning i företaget, i princip ingen personalomsättning och det är vi här som tillsammans skall lösa problem och anta utmaningar, säger Henrik… helt enligt pappas tidigare filosofi som fört oss fram till det vi är idag.
– Vi har alltid investerat i maskiner. Hittills har vi gjort rätt och ingen har varit arbetslös en enda dag på 34 år, säger Henrik ödmjukt och tillägger att personalen är fantastisk och löser själva många problem med egna idéer eller att man tillsammans med oss hittar rätt, vi gör antagligen väldigt bra grejer för vår verksamhet växer och vi kan investera i ny maskinteknik.
– Min erfarenhet är att det är flera och oftare större företag och koncerner med egna produkter som köper och investerar i stora maskiner med en hög prislapp, här pratar vi nästan 11 miljoner kronor. Men i detta fallet är det ett litet familjeföretag som agerar annorlunda än det stora flertalet, så jag får nog säga att detta är unikt. Och man köper en maskin utan att ha ett enda jobb eller order vilket kräver mod och beslutsamhet och man får helt enkelt hitta nya kunder med hjälp av ny maskinteknik för tillverkning av stora detaljer, menar Göran Bowles på DMG MORI Sweden som sålt maskinen till Pretak.
– Pretak är riktigt duktiga, jobbar hårt och det speglar sig i deras ekonomi. Som ett litet familjeföretag så handlar det om sunda finanser och sunda satsningar. Henrik och Lars-Åke driver på i investeringstakt och Maj-Britt och Therese ”sitter på bromsen” och sköter ekonomin. Företaget är unikt på många sätt som ni förstår.
Hur planerar man en maskininvestering av framförallt då stora maskiner som ni satsar på?
– Vi har alltid idéer som rör sig i tankarna och jag är sådan att när vi köpt en maskin så börjar jag genast att tänka på nästa maskin. Lite otåligt kanske men vi måste framåt och det tar ändå 1 år innan man får maskinen och sedan ytterligare ett ½ år innan maskinen är igång ordentligt och man behärskar maskinen, säger Henrik och fortsätter;
– När det gäller vår senaste investering DMG MORI DMU 160 FDS duoBLOCK så var det många turer innan vi bestämde oss. Vi tittade först på en 125: a och sedan var vi inne på en 600: a modell och det var nära men så tog vi en ny fundering på hur våra framtida detaljer och tillverkningsprocesser kan se ut och hur vi skulle kunna vara mer speciella i vår maskinpark än andra i branschen. Vi fann att den nya 160: an hade slipning integrerad och det kändes självklart att vi skulle ha med slipfunktionen när det nu fanns.
– På Pretak är man totalt orädda och förstår tekniken. Och att köpa till slipfunktionen som inte var billig är det inte alla som gör. Och de tänker helt rätt för att ha möjligheten att slipa en detalj som är upp till 1 600 mm i diameter är det inte många företag som kan och då även fräsning, svarvning, och borrning allt i en uppspänning, det är riktigt ”coolt”, menar Göran Bowles som har lång erfarenhet av maskinförsäljning och man förstår att han är mycket imponerad över Pretaks satsning. ” De är värmlänningar och otroligt trygga i vad de gör och en annan av anledningarna till att våga investera är att de har kompetens, erfarenhet och duktiga maskinoperatörer” som också är med i beslutsprocesserna.
Henrik tillägger;
– Att vi nu har slipfunktionen i maskinen kan också dra till sig svarv- och fräsjobb tack vare att vi kan slipa detaljer effektivt i en uppspänning på samma bord.





Vi ber Göran Bowles på DMG MORI Sweden om lite tekniska fakta
– Maskinen är en av de första som DMG MORI har levererat ”World Wide” med slipfunktion och i generation 4. Den har en rörelse på 1 600 x 1 600 x 1 100 mm, simultant 5-axlig med svarv och slipfunktion. Spindeln har 12 000 rpm och 52 kW, 430 Nm. Styrsystemet är Siemens 840 D med vår egen CELOS applikation. För att säkerställa noggrannheten är maskinen utrustad med olika mätprober och laserinmätning av verktyg. Maskinen är helt enkelt unik med sin multifunktion och storlek, att kunna bearbeta en detalj som är 1 600 mm i diameter simultant 5-axligt och sedan svarva och slipa i samma uppspänning, är fantastiskt.
Verktygsleverantören
Med på mötet är verktygsleverantören Walter Norden AB där Andreas Skager är teknisk säljare i regionen.
– Jag bor här i Kil och har 5 minuter till Pretak. Den här verkstaden känner jag till väl och är full av beundran för de satsningar som görs när det gäller maskiner och teknik. Min bakgrund är produktionstekniker och efter att jag arbetat med försäljning av verktyg från en av de lokala återförsäljarna här i Värmland så jobbar jag nu sedan 3 år med Walters hela verktygssortiment.
– Jag känner Andreas sedan lång tid tillbaka och litar på honom när det gäller val av verktyg och att han nu sedan en tid tillbaka arbetar med Walters verktyg så har jag fått upp ögonen för deras produkter. Andreas har hjälpt oss med lite småleveranser av verktyg den sista tiden och nu när vi bestämde oss för den nya maskinen från DMG så gav jag honom uppdraget att bestycka maskinen med de verktyg som Walter rekommenderar när det gäller bla bearbetning av tuffa material, säger Henrik Fredriksson
Andreas Skager på Walter Norden berättar om sina verktygsleveranser;
– Grundhållarna i maskinen är HSK100 och vi har levererat dessa med ett antal olika frontinfästningar med bla. Capto, Weldon, hylschuckar, krymphållare och även svarvhållare. Vi har även levererat Haimers krymputrustning då vi har ett nära samarbete med dem då vi inte har krymp själva i vårt sortiment. På den skärande sidan har Walter levererat vändskärsfräsar, svarvskär, gängtappar, borr, solida gängfräsar, och solida pinnfräsar.

– Jag jobbar som teknisk säljare vilket innebär att det blir en hel del teknisk support. Vi har ett nära samarbete då det ofta är komplexa detaljer, vilka har olika bearbetningsstrategier som kan användas samt passande verktyg till det. Pretak har ju en högteknologisk maskinpark och det ställer höga krav på verktygen vilket innebär att vi kör med den senaste tekniken och våra senaste utvecklade verktygslösningar.
– Tiger-Tec GOLD, vår senaste beläggning på vändskär inom fräsning har gått otroligt bra när det gäller utslitningstid och höga matningar. Dessa används i svart material och gjutgods. Då det gäller svarvning blir det mycket Tiger-Tec Silver då det bearbetas mycket i rostfria material så som Duplex och Super-Duplex.
– Vårt solida borr DC170 som vi är ensamma om på marknaden ger otroligt höga matningar tillsammans med en hög skärdata är något som passar ypperligt bra in hos Pretak. Eco Plus gängtappar rullar mycket här då dessa fungerar mycket bra i de flesta material och det är passande då det är mycket olika material som körs ute på verkstaden idag.
– Löstoppsborr och vändskärsborr är också en stor del av verktygen vi kör idag hos Pretak. Det breda sortimentet och den senaste tekniken vad gäller våra solida pinnfräsar är en stor fördel, då det är så blandade jobb och material som bearbetas ute i verkstaden.
– Vi är mycket nöjda med Andreas och Walter Nordic och han har gjort ett jättejobb här, det vill jag gärna framhålla i sammanhanget och som sagt vi handlade inte så mycket från Walter innan men nu är Walter förstavalet på mycket av de skärande verktyg vi behöver

i verkstaden, avslutar Henrik Fredriksson på Pretak AB i Kil.
Slutord redaktionen;
Den här typen av stora investeringar är viktiga inte bara för Pretak i Kil utan även för svensk industri generellt. Det lockar stora som små företag att lägga mer och mer order i Sverige när våra verkstäder kan visa upp unika maskinlösningar och framförallt vara före andra företag i norra Europa.
Slutord Fredrik Gedda;
– Pretak tar stegen många borde fast kanske inte vågar. Dels kör man 3, 4 och 5-axligt, ovanpå det kan man i samma maskin komplettbearbeta med svarvning. Vi har byggt väldigt många FD maskiner genom åren och det är helt klart ökande med mer och mer komplettbearbetning.
– Ovanpå det kan Pretak slipa i sin maskin. Det som är ovanligt är att det är ”riktig” slipning dvs maskinen har integrerade ljudsensorer (kallas ofta air gap control på slipspråk), rivning av skivan inne
i maskinen och verktygsväxling med flera olika slipskivor.
– Tidigare har slipning i fleroperationsmaskiner inte haft rivning och integrerade ljudsensorer i maskinen med alla mjukvarucykler som håller reda på kompenseringar på samma sätt men nu finns möjligheten att köra obemannat i en kontrollerad process.
– Att kunna köra färdigt en detalj i en smäll ger kortare genomloppstid med högre kvalitet där är Pretak fantastiska. De investerar och driver teknikutvecklingen framåt medans andra bolag utvärderar utan att komma till investeringsbeslut. Affärer är många gånger att våga ta beslut och Pretak gör det, inte konstigt att företaget lyckats så bra.
Inlägget ovan skrivet av Fredrik Gedda VD på DMG MORI Norden och Baltikum
