






Mitsubishi Materials presenterar MC5100, en ny serie vändskär som är speciellt framtagen för högeffektiv svarvning i gjutjärn. Programmet består av tre olika skärsorter som täcker alla gjutjärnsmaterial.
MC5100 är utvecklad med ett innovativt SUB-Grip-skikt som förbättrar vidhäftningen mellan TiCN-beläggningen och hårdmetallsubstratet. Den här teknologin stärker skyddet mot urflisning även vid höga skärhastigheter.
Serien har utvecklats med Mitsubishis nya SUB-Grip-skikt som skapar optimala förutsättningar för bearbetning i medelhöga skärhastigheter (MC5115) och vid instabila applikationer (MC5125).
MC5105
Designad för höga skärhastigheter (500 – 1000 m/min) vid bearbetning i gjutjärn, MC5105 är ett hårdare skär med hög slitstyrka. För att uppnå detta har ett extra tjockt Super Nano Al₂O₃-skikt adderats som i kombination med TiCN-beläggningen är Mitsubishis patenterade ”Super Tough Grip Technology”. Resultatet är ett effektivt skär med utmärkt urflisningsmotstånd som minskar risken för skärbrott – vilket ger längre livslängd och därmed lägre verktygskostnader.
MC5115
Exceptionell slitstyrka och optimal för bearbetning i gjutjärn. MC5115 har också Sub-Gip-lagret som effektivt binds samman med TiCN-beläggningen ovanför och därför ger bättre slitstyrka. Starkt skydd mot fasförslitning och förbättrad skärstabilitet tack vare den nya TOUGH-GRIP-tekniken. Detta säkerställer den ultimata vidhäftningen mellan Al₂O₃- och TiCN-beläggningen.
MC5125
Det ideala skäret för grovbearbetning vid instabila applikationer i gjutjärn. Inkluderar alla fördelar som MC5115-skäret har men med ett lite tunnare TiCN-beläggning.
Spånbrytare – LK, MA, MK, RK, GK och flat top
MC5100-serien finns i ett flertal olika spånbrytare som garanterar högsta prestanda vid bearbetning i gjutjärn. Spånbrytarna har olika egenskaper för att täcka flera användningsområden (fin-, medel- och grovbearbetning i allmänna, stabila och instabila applikationer).
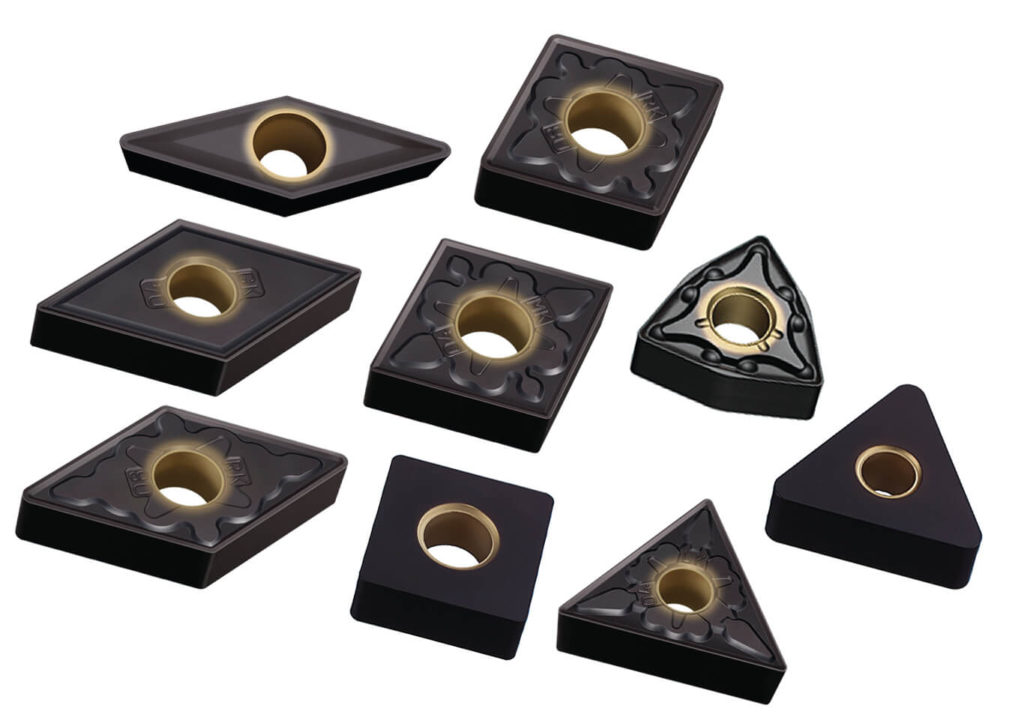
Omfattande val av geometrier
Användbarheten för MC5100-serien är bred med negativa geometrier som CNMGA/A till WNMG/A och positiva i form av CCMT och DCMT.
TOUGH-Grip teknologin är ett gränssnitt mellan beläggningsskikten som kontrolleras på nanonivå. Fördelen med denna teknik är att den tillåter TOUGHGrip att ge en extrem bindning för att förhindra delaminering av de olika skikten.
SUB-GRIP. Förbättrar vidhäftningsförmågan mellan hårdmetallsubstratet och beläggningen. Ökar slitstyrkan för att klara av tuff bearbetning.
För mer information kontakta oss!
Colly Verkstadsteknik AB,
info@vt.colly.se 08-703 01 00
www.collyverkstadsteknik.se