






– Här är tiden återigen precis som du skriver i artikeln en mycket viktig aspekt för våra kunder. Ofta får vi en förfrågan där kunden har bråttom och då gäller det för oss som maskinleverantör att verkligen kunna leverera med minsta möjliga störning och här kommer kunskap, erfarenhet och kompetens in som viktiga incitament. Alla inblandade måste vara professionella och arbeta tillsammans för en optimal lösning och det har vi verkligen lyckats med här, säger både Fredrik Storck, Johan Willbo och Henrik Brodén.
Med ambitionen att vara norra Europas ledande företag inom skärande bearbetning. Professionella med kundfokus, styrka, effektivitet och en unik bredd. Det är signifikativt för Ekets Group som representeras av Ekets Precision, Ekets Uppåkra, Ekets Ullman och Speedtool. Tillsammans erbjuder man en för branschen unik bredd inom både material och bearbetningsmetoder. I fyra fabriker utvecklas kundernas komponenter från prototyp till fullskalig serieproduktion.
Verkstadsföretaget har alltid historiskt sett till att ha bästa möjliga maskinella resurser, hög automatiseringsgrad och kompetens.
Känns som en bra start för ett besök i Skillingaryd. Här har jag varit flera gånger förut och det företaget skriver på sin hemsida har jag inga invändningar emot. Det är bara att omfamna inställningen och visionen som företaget äger.
Tiden står inte still
Tid är en av vår viktigaste och mest värdefulla resurs. Ibland känns det som att tiden står still men oftast är det som om timmarna bara rusar förbi. I våra artiklar skriver vi om produktion och om produktivitetshöjande insatser i form av ny maskin- och verktygsteknik och förbättrade arbetsmetoder. Människan lever med ett tidsfokus och den bestämmer hur mycket som skall och kan hinnas med på 24 timmar, en vecka eller en månad. Det är ju tiden som vi hela tiden har att förhålla oss till. Har människan alltid haft ont om tid, nej men idag och vi pratar och fokuserar på tillverkning av produkter inom en viss tid och en viss leveranstid. Tiden är vad vi mäter med en klocka och med en sådan definition av tiden öppnas dörren för en hel rad olika scenario.
Så om produktionen skapar ett stort värde på få arbetstimmar innebär det att produktiviteten är hög. Och kapaciteten ökar dramatiskt om ett företag bestämmer sig för att öka automationsgraden i sina processer.

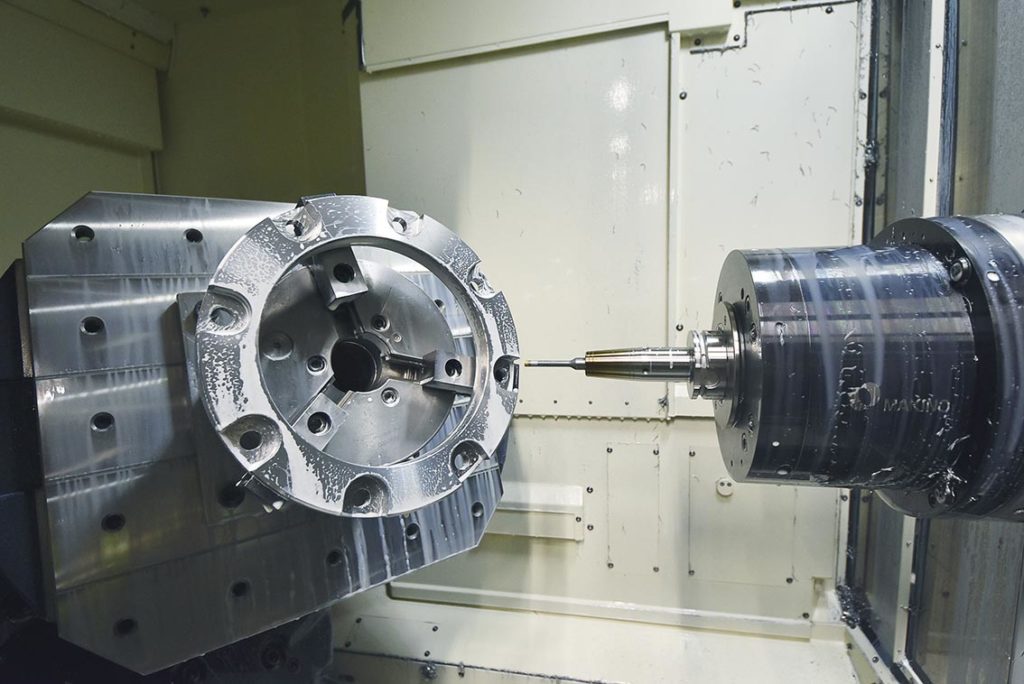
Produktionstekniker Fredrik Storck tar emot i entrén till fabriken och idag skall vi titta lite närmare på en maskininvestering i en MAKINO a500Z som är en 5-axlig horisontell fleroperationsmaskin som är kopplad till en automation från FASTEMS, närmare bestämt en FPC 750 som kan lagerhålla upp till 12 paletter.
Fredrik och hans kollegor är några av alla dessa viktiga medarbetare som målmedvetet driver produktionen framåt. För att allt skall fungera i fabriken behöver man duktiga medarbetare som styr produktionen varje dag. Produktionstekniker har en mycket viktig roll som är nyckelpersoner i en sammanhängande kedja i ett produktionsförlopp som den skärande bearbetningen baseras på. Processer och flöden skall styras och att inte förglömma, ständiga förbättringsarbeten, där tid är pengar. Att tillverka en serie detaljer på ett allt snabbare sätt och med bibehållen kvalitet är ett fokus som styr vardagen ute i produktionen.
5-axligt i fokus
– Vi har en 4-axlig cell från MAKINO/FASTEMS sedan några år tillbaka och vi är väldigt nöjda med konceptet. Cellen står i vad vi internt kallar vår flerop-avdelning och i detta segment av artiklar/detaljer har vi fått en större order som blev startskottet till en ny maskininvestering där vi också behövde 5-axlig maskinteknik, säger Fredrik och fortsätter;
– Vi behöver mer kapacitet och efter en grundlig utvärdering där vi direkt i ett startskede kopplade in MAKINO som utifrån sin expertis kunde ge oss viktiga incitament för hur och vad vår nya maskin behövde innehålla tekniskt.

– Vi fick en förfrågan från EKETS Uppåkra och startade upp ett projekt där vi kort sagt behövde komma med en maskinlösning med 5-axlig teknik, ett större arbetsområde i maskinen och automation, säger Johan Willbo som är ansvarig för maskinförsäljningen hos EA Machine AB.
Vi ber Johan om tekniska fakta kring MAKINO a500Z som är ett 5-axlig horisontell fleroperationsmaskin ”Machining Center”, vad betyder det;
– Maskinmodellen a500Z är baserat på beprövad teknik i MAKINO`s A1-serie är 5-axliga horisontella fleroperationsmaskinen skräddarsydda för komplexa komponenter. a500Z har en 303 Nm HSK-A63 MAKINO-spindel med högt vridmoment med 14 000rpm (20 000) rpm). Palettstorlek är 500X500 mm. Maskinen erbjuder en 730 mm X-axel, 750 mm Y-axel och 700 mm Z-axel som rymmer ett arbetsstycke med maximal storlek och vikt på ø630 mm x 500 mm respektive 400 kg. High speed ring type, standardverktygsmaskin på 60 verktyg, (313), BT eller HSK som infästning. Tool to Tool 0,9 sek.
Innan vi går vidare så vill vi gärna också veta lite mer om FASTEMS och ber Henrik Brodén att ge oss lite teknik;
– Automationen är lik den tidigare cellen Ekets Uppåkra har, en container (FPC 750) som har plats till 12 paletter och i detta fall med 2 laddstationer. Containern kan vid behov enkelt byggas ut i framtiden, upp till 3 maskiner kan anslutas och då med 36 paletter. FASTEM mjukvara MMS (Manufacturing Management Software) planlägger bl.a jobben och att de blir utförda i tid och att maskinens utnyttjas på bästa tänkbara sätt.
Vi bollar tillbaka till Johan Willbo på EA Machine, när uttrycket ”None cutting time” dyker upp i konversationen. Vad är innebörden med uttrycket.
– Intelligent funktionalitet, med MAKINO´s senaste PRO 6-kontroller (Professional 6 ) med flera smarta funktioner för att öka produktiviteten i maskinen. Kontrollen har utvecklats för att möta kundernas behov av förbättrade bearbetningsprocesser genom säkerhet, enkelt handhavande, pålitlighet och produktivitet.
– Vidare har maskinen GI-funktioner som handlar om nya avancerade GI-funktionerna (Geometric Intelligence) för rörelsekontroll som kortar den totala cykeltiden, särskilt för vanliga produktionskomponenter. GI Drilling möjliggör för spindeln och verktyget att båga från hål till hål istället för att följa en fyrkantig bana. Detta minskar icke-skärtiden i jämförelse med vanlig hålmönsterborrning. Å andra sidan syftar GI Milling till att förbättra prestandan. Det låter användaren definiera en hörnavrundningstolerans på varje fräsbana.

– Andra intelligenta maskinfunktioner inkluderar IAC (Inertia Active Control) som designats för att ytterligare påskynda maskinrörelser baserade på systemets dynamiska egenskaper. IAC får feedback från servomotorerna och sätter acceleration och retardation av den särskilda på en optimal nivå. Maskinens palletväxlare (APC) och horisontella laddfunktion är ytterligare effektivitetshöjande funktioner som sammantaget minskar CT med Non Cutting Time, förklarar Johan Willbo.
Mer teknik;
Maskinen är utrustad med Broken Tool Sensor -BTS, som upptäcker verktygsbrott inom bråkdelar av en sekund. En kamera som är placerad i verktygsmagasinet tar bilder på verktygen i standby-läge före och efter bearbetning upptäcker BTS om brott/avvikelser. Jämfört med konventionella metoder med beröringssändare har upptäckningstiden drastiskt minskats. Förutom att upptäcka avvikelser på verktyg kontrollerar den även hastigheten av verktygsbytet. Den kontrollerar även vikten hos varje verktyg automatiskt baserat på dess siluett. Verktygsbytehastigheten optimeras enligt informationen.
– Öppningsbredden inför verktygsbyte anpassas automatiskt efter längden på varje verktyg. Längden på varje verktyg mäts automatiskt och öppningsbredden för verktygsbyte justeras därefter. Tillsammans med informationen om verktygslängden beräknas det nödvändiga avståndet för Z-axelns reträtt innan verktygsbytet, berättar Johan Willbo.
Som avslutning brukar vi alltid framtidsspana och vad ser produktionstekniker Fredrik på Ekets i Skillingaryd.
– Vi ser en fortsatt expansion och att allt fler jobb hamnar i svensk produktion i stort. I smått ser vi en trend mot alltmer högvolymprodukter, där vi behöver titta på helautomatiska maskinlösningar med att integrera gradning, mätning m.m. Noll ställtid är alltid ett intressant mål och ska vi fortsätta att ta marknadsandelar från andra europeiska toppverkstäder, så behöver vi fortsätta att kompetensutbilda vår personal och automatisera mer.
Utmärkt kylvätskestyrning och spånevakuering
Effektiv kylvätska och spånhantering är en absolut nödvändighet om en maskin är avsedd för hög produktivitetsnivå och därför genererar höga volymer spån per minut. I motsats till den vanliga 5-axliga trunkbaserade bordsmodellen så har a500Z ett brett tråg som ligger under bordet. Ett generöst flöde av kylvätska från overheaddusch, och terrassvätskekylsystem eliminerar ackumulering av spån, vilket säkerställer att spånen faller direkt in i tråget för en perfekt spånevakuering. Palletladdningssystemet (PLS) har även terrasstvättning och ett mycket bra spolningssystem för att underlätta en bättre spånevakuering.
Den mycket stabila maskinstrukturen hos a500Z garanterar samma effektivitet i denna 5-axliga horisontella fleroperationsmaskin som man normalt förväntar sig av en 4-axlig maskin. Maskinfundamentet i en enda del, står på trepunkter och snedbäddsdesign erbjuder en utmärkt stabilitet. Den symmetriska snedställningsstrukturen, som liknar några av a-serie (4-axlig maskin), säkerställer en minimerad kraftslinga för ökad effektivitet. Med Makinos innovativa och kinematiken på axel 4 och 5 med minimalt överhäng och utmärkt styvhet. Med axlarna uppvridna i horisontellt läge blir det optimalt med spånavgång.
Ledande legotillverkare står inför täta modelländringar, täta omprogrammeringstider, samt många positionerings- och indexeringsoperationer samt manuella inspektionstider på maskinen. a500Z ger hög positioneringsnoggrannhet tack vare det korta avståndet mellan A-axelns vridpunkt och arbetsstycket.
Avslutningsvis kan vi nämna lite om … driftsnoggrannhet och termisk kontroll
– Makino-maskiner är kända för sin termiska kontrollteknik – a500Z är inget undantag. En termiskt symmetrisk struktur kombineras med effektiv värmeavlägsnande från spindeln, stödkonstruktioner som kulskruvar och motorer, för att säkerställa maskinens stabilitet och maskinbearbetning under långa driftstimmar. Kulskruvarna och muttrarna är kärnkylda vilket förhindrar värme från att byggas upp och skapa termisk snedvridning och följdfel. Direktmotorerna på B/C-axeln är också utrustade med kylslingor för att hålla ner värmegenerering, avslutar Johan Willbo försäljningsansvarig EA Machine AB