






Det industriella arvet är starkt och Karlskoga är ett industritekniskt centrum och som en av landets ingenjörs tätaste kommuner står staden väl rustade kompetensmässigt. I staden finns en ansenlig mängd högutbildad arbetskraft och den kompletteras med en välinvesterad och ytterst högteknologisk industri. Här utvecklas och tillverkas allt från försvarsmateriel till finmekaniska produkter som går på export världen över. Det är intressant att högteknologisk industri kan föda nästa generations industri, som vi ser här. Det ligger väldigt mycket i linje med Smart Industri. Det framkallar att man är mer experimentell och ofta ligger längre fram. Försvarsindustrin är alltid den senaste tekniken och det knappt möjliga inom innovation. Det gör att man hela tiden flyttar gränser.
Staden har naturligtvis ett mycket starkt varumärke i Alfred Nobel och mycket kretsar idag kring att bygga vidare på varumärket genom att ta vara på kraften inom de industrier som har starka kopplingar till det som Alfred Nobel byggde upp under sin livstid. Näringslivet är idag mer differentierat men kärnan är fortfarande högteknologisk industri. Den teknologiska kompetensen är också något som hela tiden vidareutvecklas i samarbete med universiteten i Karlstad och Örebro. Några av de stora verkstadsindustrierna i kommunen är SAAB Dynamics, BAE Systems, Bharat Forge Kilsta samt Nobel Biocare AB som i flera fall minskat sin egna produktion och lagt ut jobben på underleverantörer. Detta har skapat ett antal avknoppningar i nya verkstäder men framförallt så har flera mindre verkstadsföretag expanderat i spåren av flera neddragningar inom försvarsindustrin i staden.
Vi på Tidningen Maskinoperatören skall däremot besöka ett av de mindre verkstadsföretagen som nu expanderar. Hur man expanderar och varför, skall vi ta reda på men vi har fått förhandsinformation och det handlar mycket om att hålla hög komponentkvalitet, att mäta sig till framgång helt enkelt.




När man kommer med bil in mot Karlskoga ser man skylten, ”Välkommen till Alfred Nobels Karlskoga” eller som man säger bland ”folk på stan”, ”Karlskoga laddat med trivsel – en kanonstad”. Alfred Nobel är utan tvekan en av Sveriges mest kända personer. Han var uppfinnaren, företagaren och skaparen av världens mest prestigefyllda pris – Nobelpriset. Mest känd är han kanske som uppfinnaren av dynamiten.
Vi svänger in på Gammelbackavägen och ser att HITAB flyttat in i sitt nybygge på 1 600 kvm, granne med de gamla lokalerna som nu fungerar som lager. En imponerande fastighet i två våningar med verkstad i bottenvåningen och moderna faciliteter där man satsat på en trevlig miljö för alla medarbetare. På övervåningen finns konferens och mötesrum samt väl tilltagna ytor för expansion. Från övervåningen har man fin utsikt över sjön Möckeln och intill HITAB på andra sidan järnvägen till vänster tornar företaget BAE Systems AB fram på Bofors Industriområde.
– Vi är supernöjda med vår satsning inför framtiden. Vi vill på detta sätt skicka signaler till våra medarbetare, besökare och kunder att vi satsar och tror på en framtid inom tillverkande industri, säger Patrik Ek som är vd på HITAB.
– Vår personal är självgående och programmerar, producerar och kontrollerar sina egna jobb. Vi tror på frihet under ansvar, säger Peter Ek.
I köket serveras frukost. Varje morgon klockan 09.30 äter alla anställda frukost ihop.
– Det är trevligt att äta ihop på morgonen, säger Patrik Ek.
De har en personalfilosofi där alla ska må bra.
– Vi har låg omsättning på personal och hoppas det är ett betyg på att våra anställda trivs, säger Patrik Ek.
När de anställer så är det lika viktigt att personerna ska tycker det är ett roligt jobb som att de har kunskaperna.
– Tycker de att jobbet är roligt, är nyfikna och de kan tänka sig en framtid
i företaget så är vi intresserade. Det finns flera utbildningsmöjligheter i Karlskoga och genom dem har vi nått flertalet av våra anställda. Den praktik som ges via utbildningarna är ett bra sätt för båda parter att känna på varandra. Det sättet har fungerat bra för oss och genom internutbildning når vi en bra kunskapsnivå.
– Kvalitet, kompetens och leveranssäkerhet är självklarheter, kan man tycka. Men det är vad vi bygger vår verksamhet på och är de enskilt viktigaste nycklarna till just vår framgång. Andra nycklar är kreativitet och nytänkande, menar Patrik Ek.
Familjeföretaget HITAB är en högteknologisk verkstad. De är ett renodlat legoföretag som har flera välkända företag i svensk industri som sina kunder. Sedan starten har man kontinuerligt investerat i en allt modernare maskinpark med fokus på att tillverka avancerade komponenter av högsta kvalitet med utgångspunkten 0 fel.
– Vi vet att om vi kan ligga i framkant när det gäller teknologi så gynnar det oss, säger Peter Ek.
HITABs maskinpark och programvaror är anpassade för att klara kortare serier och prototyper på ett effektiv sätt.
Materialvalet är brett, aluminium, stål, rostfritt, titan, magnesium, mässing, diverse plaster och kompositer.
– Vi konstruerar fixturer själva eller i mindre konstruktionsprojekt tillsammans med andra. Eftersom vi tillverkar prototyper kommer vi ofta i kontakt med konstruktions- och utvecklingsavdelningar och får god inblick i deras arbete. Vilket gör att vi ofta kan ta rollen som bollplank. Tiden från idé till färdig produkt blir allt kortare. Men att fatta beslut och driva projekt är oftast mycket enklare med hjälp av fysiska detaljer än med digitala 3D-modeller. Det är så vi hjälper kunderna med utveckling.
– Vi och våra kunder konstruerar i huvudsak med hjälp av CAD-program. Detta innebär att man skapar detaljen i ett 3D-format, som HITAB kan använda direkt för att snabbt bereda och göra program till maskinerna. HITAB använder sig av CAD-programmet SolidWorks som gör det enkelt att kommunicera med andra företag, även om dessa inte använder sig av samma programvara. Om 3D-filerna levereras
i så kallade neutrala filformat som IGES, Step och Parasolid kan vi enkelt hantera dessa. Detta gör att HITAB kan kommunicera med de flesta företag som använder sig av CAD. För att sedan dra nytta av det 3D-underlag som finn

s använder HITAB sig av Edgecam, ett CAM-program som gör det direkt möjligt att direkt tillämpa 3D-modellen för tillverkningen, förklarar Peter Ek.
Alla steg i en tillverkningskedja är viktiga och sofistikerade mjukvaror och digital CNC-teknik gör det möjligt att programmera komplexa och avancerade detaljer. Det kräver datorstyrda maskiner som kan klara av med digital teknik överföra CAD filer till CAM program. I nästa steg krävs omfattande kontroller av kvalitet och kan man inte verifiera det man tillverkat så faller en stor del av det hela. Därför har HITAB satsat på mätrum med två mätmaskiner från Zeiss för kvalitets- och kontrollutrustning och för verifiering av bearbetningsresultatet, slutkontroll med mätprotokoll. Vidare har man mätinstrument ute i verkstaden som verifierar rätt mått och yta initialt.
– Vi går tillbaka till 2008 och verksamheten växer med nya och gamla kunder. Synonymt med de flesta kunderna är att produkterna blir allt mer avancerade att tillverka och att mått och toleranser blir allt snävare. Att mäta tar tid och kan bli en flaskhals om man inte har ”rätt” utrustning.
– Vi jobbade med manuell mätning och det tog mycket tid men skapade även en osäkerhet runt vårt kvalitetsarbete. Vi stod inför det faktumet att vi behövde investera i en styrd mätmaskin. På mässan i Göteborg 2008 fanns det flera leverantörer på plats och alla fick ett besök av oss. Zeiss kände vi till men vi hade förutfattade meningar att det var dyrt och lite över vår nivå när det gällde teknik och prestanda, berättar Peter Ek och fortsätter;
– Men vi träffade Rolf Johansson som är teknisk säljare på Zeiss Nordic och han kom med mycket viktiga och intressanta input om värdet av att investera i högteknik och prestanda.
– Det visade sig att vi efter diskussioner med Rolf där vi berättade hur vi jobbade, vår filosofi och våra krav från kund på avancerad mätning att vi verkligen behövde en mätmaskin från Zeiss. Det blir som sagt allt mer mått och till det utfallsprover som är 100 % uppmätt. Det här skall vi göra varje dag och skall våra operatörer mäta detta manuellt, nej det går inte. Det personliga bemötandet och Rolf Johanssons specialistkunskaper och erfarenhet gjorde att vi bestämde oss för att satsa på Zeiss. Och det har vi aldrig ångrat och nu efter 9 år var det dags att investera i Zeiss igen, förklarar Patrik Ek.
Rolf Johansson på Zeiss Nordic ger sina synpunkter och fakta runt mätmaskinerna på HITAB i Karlskoga.
– När man gör affärer med mindre företag så är det ofta korta beslutsvägar och det blir ofta mer personligt. Apropå att vi kanske har en stämpel på oss ute på marknaden att priset på våra mätmaskiner är högre än konkurrenterna, ja så var det för 10 – 15 år sedan. Och att man måste vara ett stort företag inom t.ex. Automotive där vi av tradition är en ledande aktör. Idag köper kunderna mer maskiner på prestanda, flexibilitet och enkelhet. Steget är inte längre så mycket större mellan de olika fabrikaten och slår man ner det på timkostnad så blir priset och en mindre del än man tror av totalen.
– Har man Zeiss produkter i huset så har man goda förutsättningar till en bra kvalitet, så är det bara. Och vi vill vara en verkstad som har en mycket hög kvalitet på det vi tillverkar. Vi har en noll fels vision. Men det räcker inte bara med att köpa en Zeiss mätmaskin så är allt frid och fröjd utan det handlar om arbetet runt och i vårt kontrollarbete. Det krävs erfarenhet och rätt kompetens för att utveckla effektiva mätprocesser så att man får ut så mycket som möjligt av sin mätmaskin och det får våra operatörer allteftersom de mäter sina bitar själva. Våra mätprocesser är högt automatiserade vilket ger mätningen ett högt operatörsoberoende, säger Peter Ek.



Zeiss mätmaskiner finns tillgänglig i olika storlekar med flera olika typer av mäthuvuden och tillbehör. Maskinen kan skräddarsys efter kundens nuvarande behov och uppdateras efterhand som behoven ändras.
– Vi har idag ett stort och brett spektrum av produkter. Vi säljer inte bara mätmaskiner utan vi säljer lösningar, tillbehör till mätmaskiner, kompetens kring våra mjukvaror för att verkligen kunna stötta våra kunder med att ta hand om all den information som genereras med mätning och kontroll av kvalitet, säger Rolf Johansson på Zeiss Nordic.
– Men även de mest innovativa produkter kommer till korta utan en kompetent serviceorganisation i ryggen. Vi har ett stort antal servicetekniker som uteslutande arbetar med installation, förebyggande underhåll, reparation, uppdatering och kalibrering av ZEISS mätmaskiner.
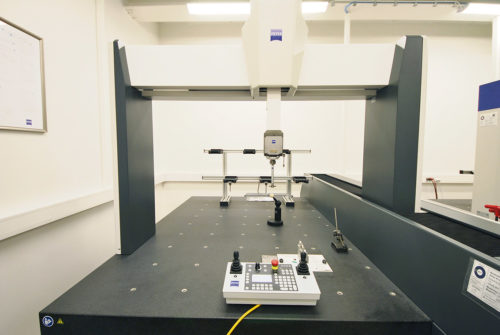
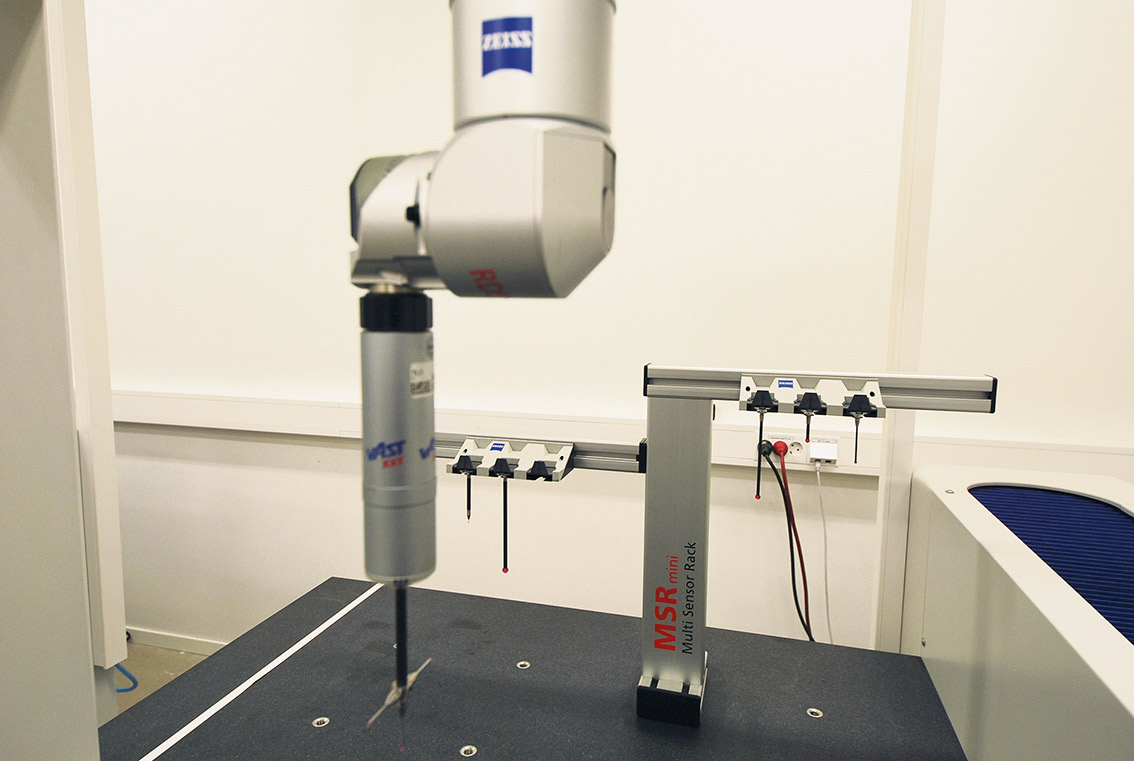
I mätrummet på HITAB står idag en mätmaskin Zeiss Contura G2 med rörligt mäthuvud. Storleken på bordet är x 700, y 1 000 och z 600 mm.
– Tack vare den nya presentationsmodulen i Calypso ser operatören enkelt hur bearbetningsmaskinen ska justeras efter att detaljen är uppmätt i en Zeiss maskin. Och med hjälp av våra programvaror för mätning, utvärdering och hantering kan HITAB öka kvaliteten, förklarar Rolf Johansson på Zeiss.
– Vårt behov var en mätmaskin för att mäta vinklar i 5 axlar och då behövde vi ett vridbart huvud som kan rotera för att få flexibilitet. När det gällde storlek på maskinen så kan man generellt säga att vi tillverkar detaljer upp till vad som i kan hålla i handen, säger Patrik Ek.
Vidare har man nu investerat i en Zeiss Contura med fast mäthuvud. Storleken på bordet är i x 1 000, y 1 600 och z 600 mm.
Med samma mjukvara som tidigare maskin. Med mätning/programmering mot CAD modeller.
Eftersom Calypso är en egenskapshanterad mjukvara så är det mycket lätt att skapa och ändra i ett befintligt CNC program.
– Den stora anledningen till varför HITAB bestämde sig för att köpa en maskin med fast mäthuvud (aktiv scanning) var för att få möjligheten att använda sig av långa mätspetsar och scanna ytor snabbare med bibehållen noggrannhet.
– Storleken på maskinen är större än deras första maskin och det är för att kunna ha fler fasta fixturer monterade på bordet samtidigt så maskinoperatörerna enkelt och snabbt kan ladda detaljerna som ska mätas, säger Rolf Johansson och tillägger;
– Våra Contura mätmaskiner som kom ut på marknaden för några år sedan i tre modeller och 40 varianter, är Zeiss största försäljningssuccé någonsin och vi levererade över 1 000 Contura maskiner globalt det senaste året.

Mätmaskin med vridbart huvud. Här pratar vi små tunna mätspetsar med en max
vikt på 15 gram. Det roterande mäthuvudet är en maskin i sig som ger många
möjligheter inom mätprocessen.

Vad beror det på?
– Det är en instegsmaskin för all industri, små som större med en fantastisk precision och den har ett attraktivt pris. Zeiss konstruktörer har verkligen fått fram en intressant maskinmodell med det bästa från tidigare maskiner som sensorer och skalor.
– Att vi gått upp en storlek på mätmaskin beror också på att vi i våra nya lokaler har traverser som gör det möjligt för oss att tillverka större och tyngre detaljer i framtiden, säger Peter Ek.
Inne i mätrummet får vi tillsammans med Rolf och Peter lite mer input om mätteknik.
– Här ser du ett mätkors för att bygga spetsar som är en viktig del i framgångsrik mätning och flexibilitet. Vi har flera olika varianter av mätspetsar på varje maskin för att få en så effektiv och snabb mätprocess som möjligt. Mätningen får aldrig bli en flaskhals utan här skall alltid vara ledigt för operatörerna att utföra sin kontrollmätning och få ut ett korrekt mätresultat direkt, säger Peter Ek.
Vad är viktigt att tänka på när man investerar i en mätmaskin?
– Det första man skall tänka på är att man köper en mätmaskin i rätt storlek. Förr när jag började i branschen så mätte man enstyck i maskinen, ofta i fasta fixturer och system och det var ofta mättekniker som jobbade med kontroll och kvalitet och det tog tid givetvis. Idag är och skall mätmaskinen vara mer produktionsanpassad dvs. som här på HITAB har man ett helt annat flöde in och vi pratar om att maskinen måste storleksmässigt klara av en stor flora av detaljer. Så för operatörerna som kommer in här och skall verifiera kvaliteten slår in artikelnummer, hittar nollan i mätmaskinen lägger detaljen på en fast position (fixtur) och starta Calypso mätprogram, skanna snabbt med bibehållen noggrannhet och tillbaka ut i produktionen och fortsätta jobba, säger Rolf Johansson.
– Bygga ett mätprogram och få ut ett mätresultat är inte så svårt men vara säker på att det är rätt resultat som står på resultatet där är utmaningen. Men har man mätutrustning från Zeiss så blir man aldrig ifrågasatt, säger Patrik Ek.
Sist pratar vi om vikten av att torka av mätspetsarna regelbundet. När man scannar t.ex aluminium så bildas det lätt avlagringar. Patrik Ek berättar att renheten är A och O och innan operatören börjar mäta en detalj så blåser han detaljen ren vid maskinen, torkar av den ordentligt, synar okulärt och kanske torkar av en gång till. Man kan likna det vid att ”torka av sina glasögon” för att få ett perfekt mätresultat där rätt är rätt.
Så slutligen kan vi konstatera att HITAB hittat rätt i sitt produktionstänk, höga krav på kvalitet och på det tåget är maskinoperatörerna med, för det handlar om som Patrik Ek säger ”vi måste släppa kunskapen vidare” ut på verkstadsgolvet och verkligen vara generösa med det. Alla operatörer kör mätmaskin idag och man skall själva kunna tolka de mätvärden man får ut och göra de eventuella förändringar som behövs och fördjupa sig i mätningen för att utvinna rätt kvalitet. Rätt kvalitet, ja då har vi nöjda kunder, vilket är vårt gemensamma mål här på HITAB.