






Alla samlade framför kameran vid vårt besök. Fotot är även vår första sida i detta nummer.
Vi ser från vänster till höger, vd Anders Stacke Hellstens Mekaniska, Christian Johansson verktygsäljare ISCAR Sverige, Mikael Nilsson platschef Hellstens och maskinoperatörerna Jonathan Ekström och Thomas Sjöberg
Den starka industrikonjunkturen består. Och nu är den på väg mot historiskt höga nivåer. Det blir en utmaning för tillverkningsindustrin längre fram. Coronapandemins störningar och en ökad brist på insatsvaror samt kraftigt ökande materialpriser förefaller inte ha dämpat industriföretagens produktionsplaner.
Vi ser att många verkstadsföretag ökar sin produktionskapacitet genom att investera i nya maskiner, teknik och bygga ut sina verksamheter. Det finns många exempel på det i Tidningen Maskinoperatörens olika reportage den senaste tiden. Så man kan växa organiskt men också expandera genom förvärv.
I denna artikel handlar det om Urban Stacke Industri AB i Skillingaryd vars dotterbolag Stacke Hydraulik AB behövde mer kapacitet och förvärvade komponenttillverkaren Hellstens Mekaniska i Väderstad.
Ett pressmeddelande från september 2018, sa följande;
”Urban Stacke Industri förvärvar komponenttillverkare”.
För att ytterligare stärka dotterbolaget Stacke Hydrauliks position som en ledande partner inom hydraulcylindrar förvärvas nu komponenttillverkaren Hellstens Mekaniska AB.
Med egen produktion av svarvade och frästa komponenter till den svenska maskinindustrin tar nu Stacke Hydraulik greppet om ytterligare en del av värdekedjan, vilket innebär fördelar för kunderna.
– I Hellstens Mekaniska finner vi det som vi har sökt under en längre tid, nämligen en offensiv, kvalitetsinriktad och kunnig komponenttillverkare med hög produktionskapacitet, säger Anders Stacke, VD för Stacke Hydraulik AB och nytillträdd VD på Hellstens Mekaniska AB.
Det handlar om modern industri och en produktionsteknik som ständigt är under utveckling.
Stacke Hydraulik är en världsledande, kunnig och långsiktig partner som levererar en helhetslösning för hydraulcylindrar.
– Vi på Stacke Hydraulik är stolta över att kalla oss en av branschledarna inom moderna hydraulcylindrar för mobila och industriella applikationer. Hela Stacke-koncernen skall genomsyras av flexibilitet, omställningsförmåga, kunden i fokus. Pratar vi ute i produktionen på våra enheter, så skall vi leverera i tid och kvaliteten skall vara odiskutabelt bra, säger Anders Stacke.
Som sagt vi befinner oss på Hellstens Mekaniska och vill veta lite om hur man arbetat för att uppnå sina mantran även på Stackes enhet i Väderstad.
– Först och främst handlar det om ordning och reda. Fundamentet i min produktionsfilosofi är att effektiva verktygsmaskiner ökar produktiviteten. Här fanns det en hel del att göra för oss när det gällde den aspekten. Du måste sköta din maskinpark när det handlar om underhåll och service. Man kan inte sköta sina lovade leveranstider om maskinerna står still eller det är oplanerade avbrott i produktionen pga. att en maskin behöver repareras. Så det har vi nu styrt upp och platschefen Mikael Nilsson har jobbat hårt med att laga och byta ut komponenter och införa förebyggande och planerade underhållsscheman.
– Ofta är maskinfelen egentligen enkla att avhjälpa men man kan råka ut för ”spökfel” och då blir det mycket svårare att hitta felkällan. Men som sagt med regelbunden rengöring och service av maskinerna, så slipper man dessa irritationsproblem, säger platschef Mikael Nilsson som har ett CV ifrån branschen som sträcker sig från 1993 fram till idag. Först 7 år som maskinoperatör på Hellstens för att sedan arbeta 18 år med service på verktygsmaskiner och maskinsäljare i två år, han vet vad han pratar om…
– Hellstens Mekaniska levererar till många välkända namn inom svensk industri. Att arbeta med denna typ av kunder gör att vi hela tiden utvecklas och står på tå. Maskinparken är i dag anpassad för medelstora till större serier där maskinerna har möjlighet att rulla obemannat, säger Anders Stacke




Presstopp!
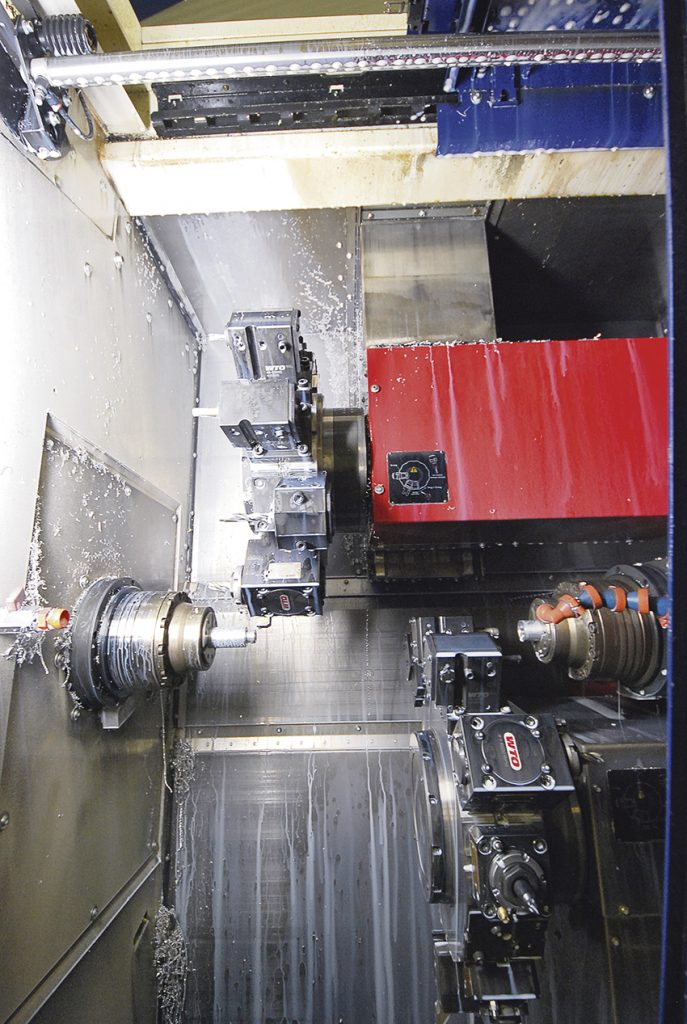
Vi får efter vårt besök veta att man nu investerar i en snabbare takt för att möta efterfrågan från marknaden. En ny maskin kommer under semestern att installeras på fabriken i Väderstad och då handlar det återigen om en EMCO Hyperturn 45 med stångmatning.
– Vi ser vilken produktivitet det är i maskinens koncept, där vi kan producera i höga hastigheter och att komplettbearbeta direkt i en uppspänning. Med denna investering skapar vi en överkapacitet som gör att vi nu har möjlighet att växa med befintliga kunder samt ta in ytterligare nya affärer.
– Vi håller nu på att ta in flera offerter om ytterligare en investering som vi håller på att titta på. Nästa maskin, en cell optimerad för komponenter till bland annat hydraulcylindrar, där vi har som ambition att stärka oss, säger Anders Stacke
Verktygsleverantören i fokus
Mötet hos Hellstens Mekaniska är initierat av ISCAR Sverige och Christian Johansson som är säljare på regionen. Vi skall prata skärande verktyg i allmänhet, fokusera på ett nytt 3-skärigt borr och verktygsskåp.
ISCAR är den dominerande leverantören av skärande verktyg och verktygshantering till Hellstens Mekaniska idag.
Hur ser du i allmänhet på skärande verktyg idag. Vilka krav har kunderna, frågar vi Christian?
– Yrket har förändrats drastiskt det senaste årtiondet och idag är det mer teknik och applikation och mindre sälj, om ni förstår vad jag menar. Även om det står säljare på mitt visitkort så är man mer tekniker idag lite beroende på hur kunderna styr och vill ha det. Syftet är att med våra produkter och våra tjänster öka våra kunders produktivitet, konkurrenskraft och lönsamhet.
– Det kommer nya verktygslösningar hela tiden och om kunderna önskar optimera alla sina processer från enkla till komplexa så har vi på ISCAR verktyg för allt, säger Christian.
– Verktygstillverkaren ISCAR har ett snillrikt koncept för produktutveckling som ger framgång gång på gång. Våra produkter måste utvecklas eftersom att vi skall kunna vara med på banan för det är en tuff konkurrens bland alla världens verktygstillverkare.
Vi skall idag titta specifikt på en nyhet som handlar om LOGIQ3CHAM, ISCAR´s löstoppsborr med 3 effektiva skäreggar.
– Vi har lyckats riktigt bra med borrningen här på Hellstens Mekaniska och man är mycket nöjda med prestanda och resultat.
– Så ISCAR´s borrfamilj har fått tillökning med ett 3-skärigt löstoppsborr. Eftersom antalet skäreggar har ökats med 50 %, kan kunden nu öka matningen och därmed sin produktivitet med 50 %, säger Christian Johansson verktygssäljare.
– En ökning av avverkningshastigheten leder till högre skärkrafter vilket gör att borren måste ha en borrspets som kan stå emot höga skärkrafter. Bra centrering och en mjuk start av borrningen är också viktigt för att få en stabil borrprocess. En 3-skärig borr har jämfört med en 2-skärig med samma dimension mindre utrymme i spåren där spånan skall evakueras. Därför var det av största vikt att konstruera spånkanalerna, så att spånorna effektivt och opåverkat kan transporteras ut. En variabel spiralvinkel ger borret hög dynamisk stabilitet och motstånd mot höga axiella krafter.
– Den skärande delen på ett LOGIQ3CHAM borr är en 3-skärig utbytbar spets, H3P, i solid hårdmetall. Den konkava skäreggen ger en mjuk och stabil borrning och skapar en optimal spånform som i sin tur underlättar spåntransporten. Hörnfasen på 15° ger bättre förslitningsmotstånd och stärker skäreggens ytterhörn.
– Den nya borrspetsen är självcentrerande vilket gör att det inte behövs någon förborrning. Den rekommenderas
i första hand för kortspånande material och i stål, K och P material. Tre skäreggar ger dig också bättre rundhet och bättre koncentritet.
– En unik design på skärinspänningen som ytterligare ökar antalet bestyckningar i skärbäraren. Infästningsmetoden mellan borrskär och borrkropp är konstruerad så att ställtiden är noll på samma sätt som för många av ISCAR’s andra verktygsfamiljer. Byte av ett slitet borrskär kräver ingen speciell inställningsprocedur utan kan till och med göras med borren uppsatt i maskinen. Detta minskar avsevärt den icke-produktiva tiden i bearbetningsprocessen.
Diameterområde 12–25,9 mm med 0,1 mm intervall. Skärbärare 1.5xD, 3xD, 5XD och helt nya 8xD, cylindriskt alternativt Weldoninspänning. Kundanpassade borr med bl a fasskär finns som semistandard. ISCAR’s logiska lösning kombinerar fördelarna av en konkav skäregg, tillförlitlig koppling mellan borrskär – borrkropp och borrning utan ställtid vilket ger ett extremt effektivt verktyg för högproduktiv borrning i dimensioner mellan 12–25,9 mm, förklarar Christian Johansson.
– Vi har verkligen lyckats med det nya borret här på Hellstens. Dubbel produktivitet och förbättrad livslängd vet jag är möjligt utifrån en tidigare kalkyl som vi nu skall testa här.
– Jag har gjort tester på ett annat företag där vi jämförde oss med en konkurrent och då kunde vi uppvisa 52 % bättre produktivitet. Vi körde 130 detaljer med 6 hål i varje detalj med konkurrentens borr samtidigt som vi körde 240 detaljer med 6 hål i varje detalj innan vi fick byta borrskär och varje detalj körde vi 50 sekunder snabbare, säger Christian Johansson.
– Och en av flera fördelar med 3 skäreggar är att kunden inte behöver ligga och mata på max.
– Det betyder att du får mertid och kan köra mer obemannat i en säker process. Utnyttja livslängden på borret.
– Tittar vi lite, i ett större perspektiv så handlar det i framtiden om att minska på storleken på skären. Generellt kan det i framtiden bli svårt och även allt dyrare att få tag på hårdmetall. Många menar att vi går mer och mer mot löstoppsfräsning och löstoppsborrning samt skär i mindre storlekar i fräsmaskiner och svarvar. Hållbarhetsfrågor blir allt viktigare för verktygstillverkare över hela världen, säger Christian Johansson.
Produktutvecklingen gått i steg sedan ISCAR inledningsvis var koncentrerat på att utveckla verktyg för avstickning och spårbearbetning, för att sedan gå vidare med att utveckla fräsgeometrier på 90-talet och därefter fokusera på hålbearbetning (se nyheten ovan). Idag är alltså bredden på bearbetningsmetoder stor och man är en komplett leverantör av skärande verktyg. Och som sagt idag är hållbarhetsfrågor och miljö viktiga frågor som är på agendan.
Vad är din filosofi när det handlar om relationer med kunderna?
– Hjälpa kunderna med bästa lösningarna för ökad lönsamhet och produktivitet, svara Christian kort och gott.
Verktygshanteringen på Hellstens Mekaniska
Här står två Matrix verktygsskåp i centrum för en effektivare verktygshantering och vi frågar maskinoperatör och verktygsansvarig Jonathan Ekström vad han tycker.
– Jättebra och enkelt. Jag skapar en användare som är jag i Matrixskåpets mjukvara, identifierar mig med kod och plockar ut exakt de verktyg jag behöver, varken mer eller mindre.
Här har nu Hellstens skapat goda förutsättningar för att hålla full koll på sina verktygskostnader och det ger en god verktygsekonomi för företaget.
– Allt registreras vilket gör att vi inte längre har verktyg skär ute i lådor som man får ”prova” av olika verktygsleverantörer eller rea varor som ändå inte används. Vi har blivit mycket mer restriktiva till vad vi köper in och ingått avtal med ISCAR som ger oss kostnader som är överskådliga, som sagt ordning och reda, säger Anders Stacke vd på Hellstens Mekaniska.
När vi står ute vid verktygsskåpen så ber vi 25-årige Jonathan Ekström att presentera sig.
– Jag är egentligen helt självlärd genom att arbeta som maskinoperatör och började här för fyra år sedan, då jag hade en kompis som skulle börja jobba på Hellstens. Jag trivs mycket bra och får mer och mer ansvar. – Jonathan är en riktigt bra operatör som har en snabb inlärningskurva. Det är sådana som han vi behöver i industrin för bra personal är det viktigaste som finns, berömmer platschefen Mikael Nilsson.

