






Två proffs, Jon Arne Fordal inom CNC- bearbetning och Rolf Olofsson på skärande verktyg.
I arbetet som resande reporter besöker jag både små, medelstora och stora företag. Jag reser dit GPS:en tar mig, ofta efter att någon har kommit med ett tips eller ett förslag som ofta handlar om ny produktionsutrustning som maskiner och verktyg. Tipsen kan handla om stort och smått. Det är tjusningen med att vara tidningsmakare. I denna artikel skall vi hälsa på det lilla verkstadsföretaget på den lilla orten Kvissleby söder om Sundsvall. Tipset kommer från Rolf Olofsson teknisk verktygssäljare på Gühring med Norrland som arbetsområde.
– Mitt distrikt är stort och här handlar det om att bygga upp långsiktiga relationer. Det blir många mil i bilen, så det gäller att veta vad som gäller när kunderna behöver hjälp med sina verktygsval, säger Rolf som bor och har kontor i Hudiksvall.
Så idag när vi skall träffa Jon Arne Fordal på Svartviks Svarvteknik så behöver Rolf ”bara” en timmes körtid med bil för att ta sig till vårt möte.

– Jag kommer själv från produktionen, ca 15 år som NC-operatör och produktionstekniker. Har sedan arbetat inom järnhandeln i 10 år med focus på skärande verktygsförsäljning. och nu sedan 2010 arbetar jag med att sälja verktyg och teknik till verkstäder på Gühring. Det ger mig den erfarenheten och förståelsen som jag tror man måste vara utrustad med idag för att fungera ute bland de hårt konkurrensutsatta legotillverkarna.
Verkstadsägaren Jon Arne på Svartvik Svarvteknik nickar igenkännande och berättar hur viktigt det är med den personliga kemin och kontakten fungerar.
– Att Rolf förstår mina förutsättningar och behov. Han vet att jag behöver verktyg som är allround ibland och ibland behöver vi titta på verktyg som är special med beläggningar för vissa material. Vi skall komma in på vilka verktygsval som Jon Arne gör för att som han säger ”tämja spånan” – kontroll och bra livslängd på verktygen för en tillförlitlig process. Men först lite mer om bakgrunden till att vi idag sitter här med en verktygsmakare från Norge som startade egen verkstad i Sverige 1993.
Jon Arne har varit länge i branschen, snart 35 år. I grunden utbildad verktygsmakare i Norge. Han driver verkstadsföretaget ihop med sin fru Linda-Marie och man har fyra anställda maskinoperatörer som är helt självgående. Jon Arne arbetar i verkstaden och Linda-Marie sköter kontoret.
– Det har alltid varit min dröm att starta egen verkstad. Och nu är den förverkligad och det känns fantastiskt.
Företaget grundades år 1993 i Svartvik och numera bedrivs verksamheten sedan 2003 i egna lokaler på Astravägen i Kvissleby. Produktionsytan är på 800 kvm. De utför legotillverkning för verkstadsindustrin inom maskinbearbetning, svarvning, fräsning, borrning, märkning och montering.

Man har ett turbulent år bakom sig med uppgångar och nedgångar. Nu när vi hälsar på är det ett rekordår på gång och vi frågar Jon Arne om han kan peka på varför.
– Det beror säkert på många olika faktorer, vi tillverkar ”bra grejer” och bland annat en jäkla tur, stora ambitioner och mycket arbete, men jag älskar och brinner för det vi håller på med, man får lära sig nya saker varje dag och man blir aldrig fullärd, säger Jon-Arne Fordal och menar att kompetensen och erfarenheten är ett måste idag för att hänga med i teknikutvecklingen och samtidigt kunna utnyttja maskiner och verktyg optimalt.
Vi pratar vidare om svårigheterna med att hitta kompetent personal, för och när man vill och behöver expandera. Och ett konkret exempel på problemet som ofta mindre verkstäder har svårt med, det läser jag
i Jon Arnes inlägg på Linkedin den 2 september;
– ” Tänk om det kunde finnas någon med CNC och CAD/CAM kunskaper som vill flytta till Sundsvall/Kvissleby/Njurunda, då hade man blivit glad. Synd bara, att med så stor arbetslöshet, så är det fortsatt svårt med att hitta rätt kompetens”.
Tillbaka till kaffebordet på kontoret och vårt samtal om vilka utmaningar som Jon Arne möter i sin vardag.
– Vårt arbete ligger på en hög teknisk nivå och för att kunna utveckla verksamheten behöver vi få hjälp och idéer från maskin – och verktygsleverantörerna. När vi får en förfrågan där vi skall offerera behöver vi tänka igenom ordentligt hur vi skall tillverka komponenten. Utifrån en CAD-fil från kunden, vidare till vår CAM beredning/programmering i Mastercam, till val av maskinteknik och vilka verktyg vi skall välja, utifrån vilket material vi skall bearbeta, säger Jon Arne.
– Ett komplext arbete som blir allt komplexare i form och utseende, där toleranser blir allt snävare och ytkrav skärps. Skall tillverkningen automatiseras i vår cell eller med längdsvarvning. Handlar det om 5-axlig körning med konstant bemanning av en operatör osv… Då behöver man ofta hjälp av andra experter, före och under processen och ibland analysera om man kan ändra körsätt, verktygsval etc… och här är verktygstekniker (säljare är man allt mindre i modernt industriarbete) Rolf Olofsson på Gühring en klippa.

Borrning, gängning och fräsning
– Verktygstillverkaren Gühring har sedan många år tillbaka befäst och tillhör en av världens ledande leverantörer av solida skärande verktyg (round tools) Och här är produktsortimentet på borrverktyg som är Gührings hjärta. Produktsortimentet i stort består av över 4 000 olika typer av verktyg för borrning, fräsning, gängning, försänkning, spår/avstickning och brotschning
i mer än 90 000 dimensioner/artiklar. Dessutom har man ett stort sortiment av ”digitalt smarta” verktygsskåp/ system. I sortimentet finns även krymputrustningar och hållande verktyg. Gühring producerar utöver detta också applikationsoptimerade specialverktyg enligt specifika kundkrav. Samt stora resurser inom omslipning.
– Jon Arne och maskinoperatörerna på Svartviks Svarvteknik är alltid öppna för att testa och prova verktygsnyheter som kommer ut på marknaden, säger Rolf.
– Ja, det är sant. Vi behöver ligga i framkant för att kunna hitta nya lösningar och fördelar som nya verktyg för med sig. För oss är skärande bearbetning nästan som en vetenskap, där vi främst för en kamp om spånkontroll. Tygla och tämja spånavgången helt enkelt. Minimera grader på detaljerna. Givetvis sammantaget med andra parametrar, så avgörs också livslängden på verktygen. Så en titt i spånkorgen lite då och då är viktigt för att se att den skärande processen fungerar på bästa sätt, säger Jon Arne.
Här berättar Rolf om de verktyg vi valt att fokusera på hos Svartviks Svarvteknik, rent tekniskt och användningsområden generellt.
– RT100T solida hårdmetallborr med invändig kylning, finns i längder 15XD-40XD i olika dimensioner. Dessa används i djuphålsbearbetning i moderna CNC maskiner. Krävs att man har invändig kylning minimum 20 bar. Styrhål (pilotborra) med ett kort borr 3xD, större spetsvinkel, diametertolerans m7 (standardverktyg).


– Att borra med dessa djuphålsborr kräver en speciell process för att få ett bra resultat vilket Gührings representanter kan hjälpa till med. Gühring ombesörjer även omslipning utav dessa verktyg. Material som är vanligast att bearbeta
i är gjutjärn, segjärn, stål och aluminium. Detaljer kan specifikt vara olika typer av axlar och ventilblock m.m.

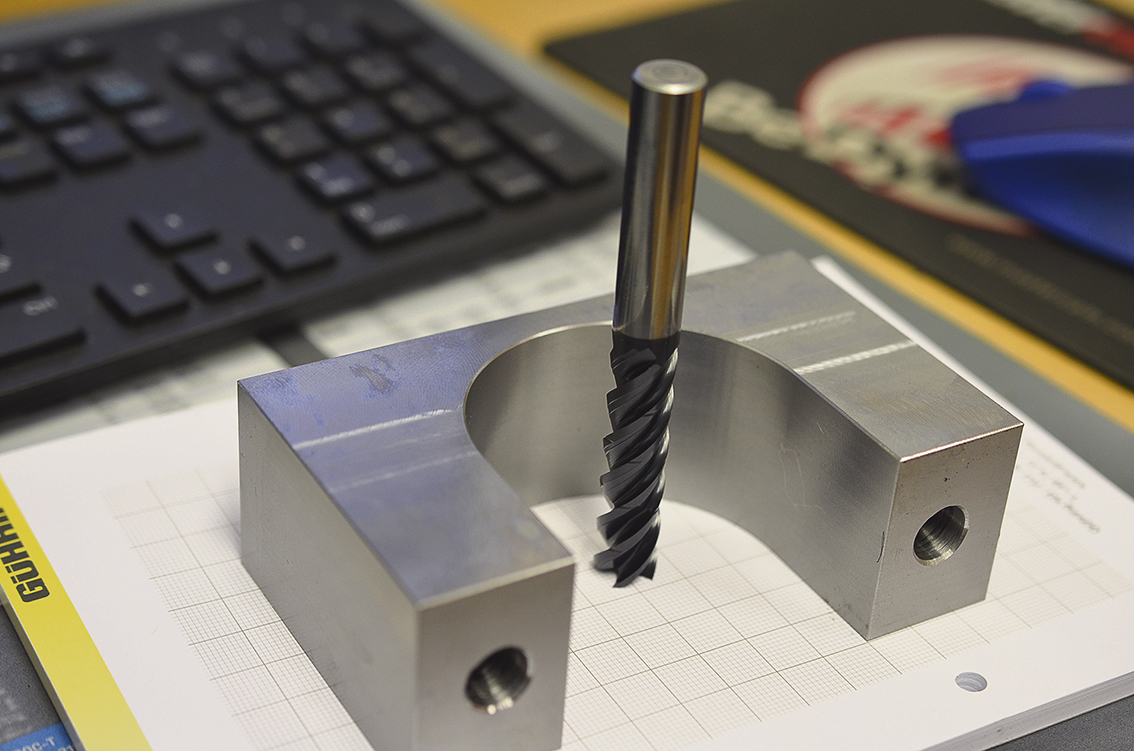
– RF100 Speed (solida pinnfräsar för dynamisk bearbetning). Finns i 4-sk utförande, längder kort och lång D3-D25 4-sk. 5-sk kort och lång D6-20, även en lång variant med hörnradie. 7-sk lång D6-20.
– Gühring har utvecklat fräsar för så kallad dynamisk bearbetning, där man utnyttjar verktygets skärkantslängd maximalt och ett radiellt ingrepp som är 10–20 % av diametern, vilket medför att man kan utnyttja höga skärhastigheter och matningar. Vilket innebär tidsreduceringar och högre spånaverkningsvolymer och ett minskat slitage på fräsen och med fördel användas i effekt svaga maskiner. Kraftigare kärna och spånbrytare på skären. Dessa fräsar slipar Gühring om och även belägger på sin anläggning/verkstad i Lidköping.
– HT800 är Gührings produkt för borrkroppar med utbytbara skär. Kroppar finns i längder om 1,5-10xD, D11-D40 beroende på längd. Dessa skär finns i utförande för stål, rostfritt, gjutjärn, segjärn och aluminiumlegeringar. Fördelen med detta verktyg är att med ett enkelt ingrepp byter operatören ut ett förbrukat skär och erhåller samma ställängd på verktyget. För större diametrar kan kostnaden reduceras i förhållande till ett solid hårdmetallborr. Kan även fås som steg verktyg men då som special, säger Rolf.
För en lekman är etta kanske svårt att förstå men för CNC-proffsen på Svartvik Svarvteknik är detta ett språk som man talat när det handlar om modern produktions- och verktygsteknik. Red. Anmärkning.
Hur ser arbetet ut generellt idag?
– Under pandemin har det varit mycket telefonkontakt med kunderna istället för traditionella besök. Men nu märks det att det finns ett behov att åter få komma på ”riktiga” besök igen. Det är en helt annan sak att visa verktygen än att beskriva dem för kunderna. De vill också ofta få ”klämma och känna” på dem själva.
Vad vill kunderna ha hjälp med?
– Kunderna vill ha expertis i val av verktyg och optimering av skärdata. Det kan vara ett nytt projekt som kräver att vi går igenom ritningar och verktygsval tillsammans som ett exempel.
Digitalt verktygsskåp nu i produktionen
Programvarubaserad verktygshantering, ansluts nu allt oftare till produktionssystemen. Ser vi tillbaka, så kommer framförallt den äldre generationen verkstadsarbetare ihåg de bemannade klassiska verktygsförråden och på senare tid, de traditionella verktygsskåpen samt alla andra sätt att förvara verktyg i och runt maskinerna på både stora och små verkstäder. I digitaliseringens fotspår genomgår nu många verkstäder stora förändringar. Datorstyrd produktion är avsedd att tillämpa och kombinera industriproduktion med kommunikation och informationsteknik, vilket bidrar till ökad produktivitet, flexibilitet och kontroll över verktygskostnader.
Inom verktygshantering och logistik tillhandahåller Gühring sin mjukvara Tool Management (GTMS) integrerat i verktygsskåpen i användarvänlig design. Här säkerställs produktionen med tillgängligheten av rätt verktyg vid rätt tidpunkt, på rätt plats och presenterat i realtid. Här beställs även nya verktyg efter behov helt automatiskt. (se foto med bildtexten, Jon Arne Fordal och Rolf Olofsson vid det digitala verktygsskåpet).
Som legotillverkare behöver man ha tillgång till en mängd olika verktyg. Ett företag med egna produkter kan på ett helt annat sätt planera och dokumentera de verktyg som man i förväg vet att man kommer att behöva använda.
_ Här på verkstadsgolvet har vi två traditionella verktygsskåp som alla vet hur de fungerar. Men det betyder inte att man har koll på verktygen för det, jo lite koll men det blir svårare att veta vilka verktyg som man behöver ha nästa dag och då kan det visa sig att man inte har de verktyg man behöver. Då blir det at beställa verktyg och det kan ta 1-3 dagar att få fram. Inte speciellt produktivt men ” så har väl alla det” tänker man, säger Jon Arne.
– Hösten 2020 tröttnade vi på att köra ”tomt” på visa verktyg, så vi beställde ett datorstyrt verktygsskåp av Rolf på Gühring som installerades i oktober och det var inte en dag försent. Det blev en stor förändring för en liten verkstad som vi är.
– Okey, mycket jobb blir det och ibland glömmer man att lägga in verktyg men vi blir bättre och bättre för varje dag. Det är enkelt att söka och lätt att hitta i skåpets dator. Och vi har inte kört tomt på något verktyg eller kört slut på skär, en enda gång sedan installationen, så det har sparat mycket tid och vi har kunnat hålla igång produktionen och klarat våra leveranstider, säger Jon Arne.
Så är allt frid och fröjd nu på Svartviks Svarvteknik? – Det finns alltid mer att göra och inom produktionsteknikens underbara värld står det aldrig still. Fler kunder och mer jobb står på önskelistan för vi har alltid ledig kapacitet. Vår nya investering i en automationscell med robot behöver gärna gå fler timmar per dygn. Men som sagts tidigare, så går det svenska industriloket nu i en hög fart framåt. Men skall vi som litet företag överleva på sikt så behöver vi hitta fler som vill jobba som maskinoperatörer. Jag är positiv men vi behöver hjälp av skola, stat och kommun för att starta upp och vidareutveckla industritekniska gymnasier, avslutar Jon Arne Fordal.